Miller MD200406G El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

OM-236 891Q/spa 2013−06
Procesos
Soldadura MIG
Soldadura MIG pulsada
(GMAW-P)
Multi-Procesos de Soldadura
Descripción
Sistema de soldadura
PipeWorx 400
(modelos 230/460 e 575 V)
www.MillerWelds.com
Soldadura TIG
Soldadura MIG con Alambre
Tubular
Soldadura Convencional por
Electrodo
Fuente de Poder para Soldadura de
Arco
Alimentador de alambre
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 4................................................
1-5. Estándares principales de seguridad 4....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5...................................
SECCIÓN 2 − DEFINICIONES 7................................................................
2-1. Símbolos y definiciones adicionales de seguridad 7.........................................
2-2. Símbolos y definiciones diversos 10.......................................................
SECCIÓN 3 − ESPECIFICACIONES 11..........................................................
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos de
la máquina 11..........................................................................
3-2. Especificaciones 11.....................................................................
3-3. Ciclo de trabajo y sobrecalentamiento para proceso MIG 13...................................
3-4. Ciclo de trabajo y sobrecalentamiento en procesos de soldadura con electrodos comunes y TIG 13..
SECCIÓN 4 − INTRODUCCIÓN 14..............................................................
4-1. Ubicación de la etiqueta con el número de serie 14...........................................
4-2. Selección de la ubicación 14.............................................................
4-3. Información del conector para control remoto de 14 patillas 15.................................
4-4. Activación del conector de 14 patillas para control remoto de la soldadura con electrodos
convencionales 16......................................................................
4-5. Cambio de la velocidad de alimentación de alambre de pulgadas por minuto (IPM) a metros por minuto
(MPM) 17.............................................................................
4-6. Información sobre el conector de 14 patillas para control remoto del alimentador de alambre 18.....
4-7. Interruptor de protección complementario CB2 19............................................
4-8. Toma de corriente simple de 115 Vca e interruptor de protección complementario 20...............
4-9. Ojal de izado de la fuente de poder 21.....................................................
4-10. Guía para la instalación del suministro eléctrico 22...........................................
4-11. Selección del voltaje de entrada (solo para modelos de 230/460 V) 23...........................
4-12. Conexión de la alimentación trifásica 24....................................................
4-13. Instalación de las manijas, carro de transporte con ruedas y enfriador 26........................
4-14. Montaje e instalación de los soportes de cables 27...........................................
4-15. Procedimiento correcto de conexión del terminal al cable para detección de voltaje 28.............
4-16. Conexión del cable para detección de voltaje y el cable de masa a la pinza de masa 28............
4-17. Pernos de la salida para soldadura y selección de la medida del cable* recomendado para la
PipeWorx 400 29.......................................................................
4-18. Conexión de los cables a los pernos de la salida de soldadura 30..............................
4-19. Diagrama de conexiones típico para equipo MIG (GMAW) con alimentador en la fuente de poder 31.
4-20. Diagrama de conexiones típico para equipo MIG (GMAW) con alimentador sobre el carro 32........
4-21. Conexiones del panel trasero del alimentador de alambre y del accionamiento rotativo 33..........
4-22. Conector del gatillo de la antorcha 34......................................................
4-23. Instalación y enhebrado del alambre de soldadura 35.........................................
4-24. Conexiones del cable para detección de voltaje y del cable de masa para varios arcos
de soldadura 36........................................................................
4-25. Disposición de los cables de soldadura para reducir la inductancia del circuito de soldadura 38......
4-26. Diagrama de conexión típico para equipos de soldadura con electrodos convencionales (SMAW) 39.
4-27. Diagrama de conexiones típico de una antorcha TIG (GTAW) de dos piezas refrigerada por aire (utiliza
un solenoide de gas en el interior de la fuente de poder) 40....................................
4-28. Diagrama de conexiones típico de una antorcha TIG (GTAW) de una pieza refrigerada por aire (utiliza un
solenoide de gas en el interior de la fuente de poder) 41......................................
4-29. Diagrama de conexiones típico de una antorcha TIG (GTAW) refrigerada por agua (utiliza un solenoide
de gas en el interior de la fuente de poder) 42...............................................

INDICE
SECCIÓN 5 − OPERACIÓN 43..................................................................
5-1. Definiciones operacionales 43............................................................
5-2. Controles de la fuente de poder para soldadura 45...........................................
5-3. Ejemplo de selección de la configuración de un proceso con electrodos convencionales (Stick) 50...
5-4. Ejemplo de selección de la configuración de un proceso TIG 51................................
5-5. Ejemplo Nº 1 de selección de la configuración de un proceso MIG 52...........................
5-6. Ejemplo Nº 2 de selección de la configuración de un proceso MIG 53...........................
5-7. Controles del alimentador de alambre 54...................................................
5-8. Ajuste del preflujo y el postflujo 57.........................................................
5-9. Ejemplo de activación del lado izquierdo del alimentador de alambre 59.........................
5-10. Ejemplo de activación del lado derecho del alimentador de alambre (únicamente alimentador doble) 60
5-11. Ejemplo de configuración del alimentador de alambre sin selección de proceso MIG 61............
5-12. Ejemplo de purga temporizada del alimentador de alambre 62..................................
5-13. Ejemplo de avance lento automático del alimentador de alambre 63.............................
5-14. Parámetros básicos de la PipeWorx 400 64.................................................
5-15. Procedimientos TIG con inicio del arco por Lift−Arc™ y por cebado de alta frecuencia (HF) 69.......
SECCIÓN 6 − MANTENIMIENTO Y SOLUCIÓN DE AVERÍAS 70....................................
6-1. Mantenimiento de rutina 70...............................................................
6-2. Limpieza del interior de la unidad con aire comprimido 70.....................................
6-3. Restauración de los valores predefinidos de fábrica 71.......................................
6-4. Visualización de la revisión del software 71.................................................
6-5. Procedimiento de calibración de la fuente de poder 71........................................
6-6. Procedimiento para desmontaje del panel lateral derecho y medición del voltaje en el capacitor de
entrada en los modelos de 230/460 V y 575 V (efectivo a partir del Nº /MA380007G) 73............
6-7. Procedimiento para desmontaje del panel lateral derecho y medición del voltaje en el capacitor de
entrada en los modelos de 575 voltios antes de MA380007G 74................................
6-8. Mantenimiento periódico del enfriador 75...................................................
6-9. Mantenimiento del refrigerante 76.........................................................
6-10. Códigos para ayuda y diagnóstico de la fuente de poder para soldadura y el alimentador 77........
6-11. Diagnóstico y solución de averías en la fuente de poder para soldadura y en el alimentador
de alambre 79..........................................................................
6-12. Solución de averías de la fuente de poder para soldadura 80..................................
6-13. Solución de averías en el alimentador de alambre 81.........................................
6-14. Solución de averías en el enfriador 82......................................................
SECCIÓN 7 − DIAGRAMAS ELECTRICOS 84....................................................
SECCIÓN 8 − ALTA FRECUENCIA (HF) 90.......................................................
8-1. Procesos de soldadura usándose AF 90....................................................
8-2. Instalación que muestra fuentes posibles de interferencia de alta frecuencia 90...................
8-3. Instalación recomendada para reducir la interferencia de alta frecuencia 91......................
SECCIÓN 9 − LISTA DE PARTES 92............................................................
GARANTIA

OM-236 891 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2011−10
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA pued
e
matarlo.
El tocar partes con carga eléctrica viva puede causa
r
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. E
l
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre
,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan e
l
alambre de soldadura están vivos eléctricamente
.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.

OM-236 891 Página 2
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Dis-
connect cable for process not in useDesconecte los cables si no
utiliza la máquina.
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque las partes calientes con la mano sin
guante.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
D Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
D Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
D No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el suministro de gas comprimido cuando
no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.

OM-236 891 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento
de los dispositivos médicos implantados.
D Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben man-
tenerse apartadas de la zona de trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, sie pre trátelos con
cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente cilindros de gas comprimido, reguladores, man-
gueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buenas condiciones.
D Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflama-
bles.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede
causar heridas.
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.

OM-236 891 Página 4
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
D No utilice la soldadora para cargar baterías ni
para hacer arrancar vehículos a menos que
tenga incorporado un cargador de baterías
diseñado para ello.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).

OM-236 891 Página 5
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-236 891 Página 6

OM−236 891 Página 7
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos y definiciones adicionales de seguridad
. Algunos símbolos se encuentran únicamente en los productos con la marca CE.
¡Advertencia! ¡Cuidado! Existen peligros potenciales indicados por los símbolos.
Safe1 2012−05
Use guantes aislantes secos. No toque ninguna pieza caliente sin protección en las manos. No use guantes
mojados o deteriorados.
Safe2 2012−05
Protéjase de las descargas eléctricas aislándose usted mismo de la masa y de la tierra.
Safe3 2012−05
Mantenga su cabeza fuera del humo.
Safe6 2012−05
Use ventilación forzada o algún tipo de extracción local para eliminar los humos.
Safe8 2012−05
Use un ventilador para eliminar los humos.
Safe10 2012−05
Mantenga los materiales inflamables alejados de la soldadura. No suelde cerca de materiales inflamables.
Safe12 2012−05
Las chispas producidas por la soldadura pueden provocar incendios. Tenga a mano un extinguidor y una persona
que vigile lista para usarlo.
Safe14 2012−05
No suelde sobre tambores u otros recipientes cerrados.
Safe16 2012−05
No quite esta etiqueta ni la cubra con pintura.
Safe20 2012−05

OM−236 891 Página 8
Desconecte el enchufe de la entrada o la alimentación antes de trabajar en la máquina.
Safe5 2012−05
Las piezas dañadas pueden explotar al encender la alimentación o causar la explosión de otras piezas de otras
piezas.
Safe26 2012−05
Al salir despedidos, los pedazos de las piezas pueden causar lesiones. Use siempre careta de protección
cuando repare la máquina.
Safe27 2012−05
Siempre use mangas largas y el cuello abotonado cuando esté reparando la unidad.
Safe28 2012−05
Conecte la alimentación de la máquina únicamente después de haber tomado las precauciones indicadas.
Safe29 2012−05
No deseche el producto (si fuese necesario) con los residuos comunes.
Reutilice o recicle los residuos de aparatos eléctricos y electrónicos (WEEE) desechándolos en una planta
de recolección designada para tal fin.
Si necesita mayor información, comuníquese con la oficina de reciclado de su localidad o con su distribuidor local.
Safe37 2012−05
Desconecte el enchufe de la entrada o la alimentación antes de trabajar en la máquina.
Safe30 2012−05
Conecte primero el cable de puesta a tierra verde o verde/amarillo al terminal de puesta a tierra. A continuación
conecte los conductores de entrada a los bornes de línea L1, L2 y L3.
Safe36 2012−05
Capacítese y lea las instrucciones y las etiquetas antes de trabajar en la máquina.
Safe35 2012−05
Los rodillos de alimentación pueden lesionar los dedos.
Safe32 2012−05
El alambre para soldadura y las piezas del alimentador de alambre están al voltaje de soldadura durante
la operación. Mantenga manos y objetos metálicos alejados.
Safe33 2012−05

OM−236 891 Página 9
Entrénese y lea las instrucciones antes de trabajar en la máquina
o soldar.
Safe65 2012−06
Safe57 2012−05
Use guantes aislantes secos. No toque el electrodo (alambre) sin protección en las manos. No use guantes
mojados o deteriorados.
?
V
?
A
Consulte la etiqueta con los valores nominales para conocer los requisitos de la entrada de alimentación.
Safe34 2012−05
Use casco y lentes de seguridad. Use protección para los oídos
y abotónese el cuello de la camisa. Use careta para soldar con un
lente de protección adecuado. Use protección de cuerpo completo.
Safe38 2012−05
Entrénese y lea las instrucciones antes de trabajar en la máquina
o soldar.
Safe40 2012−05
V
V
V
Los capacitores de entrada permanecen cargados con un voltaje
peligroso aún después de haber apagado la alimentación. No toque
los capacitores pues están completamente cargados. Aguarde
siempre 5 minutos después de haber apagado la unidad para trabajar
en ella, O mida el voltaje del capacitor de entrada y asegúrese de que
el valor medido sea cercano a 0 (cero) antes de tocar alguna pieza.
Safe43 2012−05

OM−236 891 Página 10
2-2. Símbolos y definiciones diversos
. Algunos símbolos se encuentran únicamente en los productos con la marca CE.
A
Amperaje
Corriente continua
(CC)
Corriente alterna
(CA)
V
Tensión
Apagado Encendido Interruptor
Puesta a tierra de
protección (Tierra)
Soldadura por arco
de tungsteno
protegida por gas
(GTAW) /
Soldadura por arco
de tungsteno
protegida por gas
inerte (TIG)
Positivo
Soldadura de arco
de metal protegido
(SMAW)
Alta frecuencia -
En general
Aumentar Conexión a la línea
Soldadura de arco
de metal/gas
(GMAW)
Convertidor de
frecuencia estático
trifásico-Transform
ador- Rectificador
U
0
Voltaje nominal sin
carga (promedio)
U
1
Voltaje primario
U
2
Voltaje de la carga
(convencional)
X
Ciclo de trabajo
Hz
Hertz
S
Apto para algunas
ubicaciones
peligrosas
I
2
Corriente de
soldadura nominal
%
Por ciento
El logotipo SD
es una marca
comercial de
SD-3C, LLC
Trifásica Monofásica
I
1
Corriente nominal
de alimentación
IP
Grado de
protección interno
VS
Entrada del sensor
de voltaje

OM−236 891 Página 11
SECCIÓN 3 − ESPECIFICACIONES
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en el frente. Use esta etiqueta para determinar los requisitos de la ali-
mentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraportada
de este manual para consultas futuras.
3-2. Especificaciones
A. Especificaciones de la fuente de poder para soldadura
Alimenta-
ción
Proceso
de
soldadu
r
a
Salida
nominal de
soldadura
Gama de
amperaje
en pro-
ceso CC
(Corrient
e
con-
stante)
Gama de
amperaje
en proce
-
so CV
(Voltaje
con-
stante)
Voltaje
máx-
imo de
CC a
circuito
abierto
Amperios de en-
trada con la carga
de salida nominal,
60 Hz, trifásicos
kVA kW
230
V
460
V
575
V
230 460 575 230 460 575
Trifásica
Conven-
cional
con elec-
trodo
400 A a 36
Vcc, ciclo de
trabajo 100 %
40 − 400 — —
90
43,9 26,6 22,4 17,5 21,2 22,3 16,1 16,3 16,4
TIG
350 A a 24
Vcc, ciclo de
trabajo 100 %
10−350 — — 29,3 18,2 13,5 11,8 14,5 13,4 10,7 10,6 10
MIG
400 A a 34
Vcc, ciclo de
trabajo 100 %
— — 10−44 42,9 24 20,5 17,3 19,2 20,5 16 15,8 16,2
Alambre
con
núcleo
fundente
400 A a 34
Vcc, ciclo de
trabajo 100 %
— — 10−44 42,9 24 20,5 17,3 19,2 20,5 16 15,8 16,2
Para dimensionar correctamente la protección del circuito vea la sección 4-10.
B. Dimensiones y peso
Dimensiones entre agujeros
A
B
C
D
E
805 142−A
31−3/4 pulg.
(806 mm)
19−1/2 pulg.
(495 mm)
28−1/2 pulg
.
(724 mm)
A 19−1/2 pulg. (495 mm)
B 16−7/8 pulg. (424 mm)
C 31−3/4 pulg. (806 mm)
D 16 pulg. (406 mm)
E 5/16−18 pulg. rosca UNC
Peso
225 lb (102 kg)

OM−236 891 Página 12
C. Especificaciones del alimentador de alambre
Alimentació
n
Tipo de fuente
de poder
para soldadura
Velocidad
de alimentación
del alambre
Diámetro
del alambre
Parámetros
nominales
del circuito
de
soldadura
Clasifi
-
cación
IP
Dimensiones
Peso
Simple Doble
24 Vca, 11 A PipeWorx 400 50 a 780
pulg./min.
(1,3 a 19,8
m/min.)
0.035 a 0.062 pulg.
(0,9 a 1,6 mm)
Peso máximo
del carrete:
60 lb (27 kg)
100 voltios,
750
amperios,
ciclo
de trabajo
100 %
IP 21 Longitud:
29 pulg. (737 mm)
Ancho:
19 pulg. (483 mm)
Altura:
14 pulg. (356 mm)
65 lb
(30 kg)
90 lb
(41 kg)
D. Especificaciones del enfriador
Alimentación
Dimensiones
Capacidad de
refrigerante
Peso
Bomba Soplador Neto
Con
refrigerante
115 Vca 115 Vca
Longitud: 29 pulg. (737 mm)
Ancho: 19−3/8 pulg. (492 mm)
Altura: 12 pulg. (305 mm)
3 galones (11,4 L) 108 lb (49 kg) 133 lb (60 kg)
E. Refrigerante
Refrigerante de baja conductibilidad Nº 043 810*
*El refrigerante 043 810 protege hasta −37° F (−38° C) y resiste el crecimiento de algas.
AVISO − el uso de un refrigerante diferente al indicado anteriormente anula la garantía de to-
das las piezas en contacto con él (bomba, radiador, etc.)
Refrigerante

OM−236 891 Página 13
AMPERIOS DE
SOLDADURA
3-3. Ciclo de trabajo y sobrecalentamiento para proceso MIG
El ciclo de trabajo es un porcentaje
de un período de tiempo de 10
minutos en el que la unidad puede
soldar a la carga nominal sin
recalentarse.
Si la unidad se sobrecalienta, el ter-
mostato abre, la salida se detiene y
el ventilador sigue funcionando.
Espere quince minutos para per-
mitir que la unidad se enfríe.
Reduzca el amperaje o el ciclo de
trabajo antes de soldar.
AVISO − Exceder el ciclo de trabajo
puede dañar la unidad e invalidar
la garantía.
Sobrecalentamiento
0
15
O reduzca el ciclo
de trabajo
Minutos
duty1 4/95 − 240 110−A
Soldadura continua
Ciclo de trabajo al 100 % con 400 amperios Ciclo de trabajo al 60 % con 500 amperios
6 minutos de soldadura
4 minutos de descanso
CICLO DE TRABAJO en %
FUNCIONAMIENTO
TRIFÁSICO
A/V
3-4. Ciclo de trabajo y sobrecalentamiento en procesos de soldadura con electrodos comunes y TIG
El ciclo de trabajo es un porcentaje
de un período de tiempo de 10
minutos en el que la unidad puede
soldar a la carga nominal sin
recalentarse.
Si la unidad se sobrecalienta, el o
los termostatos abren, la salida se
detiene y el ventilador sigue fun-
cionando. Espere quince minutos
para permitir que la unidad se en-
fríe. Reduzca el amperaje, el vol-
taje, la velocidad de alimentación
de alambre o el ciclo de trabajo an-
tes de soldar.
AVISO − Exceder el ciclo de trabajo
puede dañar la unidad e invalidar la
garantía.
Sobrecalentamiento
0
15
O reduzca el ciclo
de trabajo
Minutos
duty1 4/95 − 240 110−A
Soldadura continua
Ciclo de trabajo al 100 % con 350 amperios
AMPERIOS DE
SOLDADURA
CICLO DE TRABAJO en %
FUNCIONAMIEN
TO TRIFÁSICO
A/V

OM−236 891 Página 14
SECCIÓN 4 − INTRODUCCIÓN
4-1. Ubicación de la etiqueta con el número de serie
El número de serie y los valores nominales de este producto están ubicados en el frente. Use esta etiqueta para determinar los requisitos de la alimen-
tación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraportada de
este manual para consultas futuras.
4-2. Selección de la ubicación
loc_2 3/96 − Ref. 805 142−A
Si en el lugar hay gasolina o
líquidos volátiles es posible
que necesite una instalación
especial; consulte el artículo
511 del NEC (EE.UU.) o la
sección 20 del CEC
(Canadá).
1 Ojal para izado
2 Horquillas para elevación
Use el ojal para mover el equipo
con un montacargas convencional
o muévalo con un montacargas de
horquilla.
Si utiliza un carro montacargas,
asegúrese de que las uñas de la
horquilla sobresalgan por el lado
opuesto de la unidad.
3 Dispositivo seccionador de
línea
Sitúe la unidad cerca de una
alimentación eléctrica adecuada.
Movimiento
Ubicación
18 pulg.
(460 mm)
18 pulg.
(460 mm)
3
Peligro de vuelco de la unidad
No mueva ni haga funcionar la
unidad donde podría volcarse.
1
2
O

OM−236 891 Página 15
4-3. Información del conector para control remoto de 14 patillas
Si se enchufa un control remoto al conector de 14 patillas, la unidad ajustará automáticamente la salida en base a un control principal y uno secundario.
La perilla de ajuste del amperaje de la unidad se convierte en el control principal y establece el amperaje de salida máximo de la unidad. El control
remoto pasa a ser el control secundario y puede variar el amperaje entre el 0 y el 100 % del valor prefijado en la perilla de ajuste de la máquina.
. El conector de 14 patillas para control remoto está configurado de fábrica para activarse únicamente en modo TIG. De manera opcional, este
conector también puede ser activado para soldadura con electrodo convencional (vea la sección 4-4).
AJ
B
K
I
C
L
NH
D
M
G
E
F
805 143−−A
REMOTO 14
Contacto
del
conector*
Información sobre el contacto
15 VOLTIO DE CC
SALIDA
(CONTACTOR
)
A 15 Vcc.
B La conexión de este contacto con el contacto A,
cierra el circuito de 15 Vcc de control del
contactor.
CONTROL
REMOTO
C Salida de +10 Vcc al control remoto.
D Común del circuito del control remoto.
E Señal de mando de entrada desde el control
remoto: 0 a +10 Vcc.
TIERRA
K Común del chasis.
*Los contactos restantes no se usan.

OM−236 891 Página 16
4-4. Activación del conector de 14 patillas para control remoto de la soldadura
con electrodos convencionales
805 288−A
Apague la fuente de poder
para soldadura, desconecte
la alimentación y mida el
voltaje en los capacitores
de entrada de acuerdo a lo
explicado en la sección 6-6
antes de continuar.
Una vez activado este control y tras
enchufar un control remoto de cor-
riente y contactor al conector de 14
patillas del panel delantero de la
fuente, el control de contactor y los
controles principal y secundario del
amperaje funcionarán tanto en
modo TIG como con electrodos
convencionales.
1 Placa de interfaz del usuario
2 Interruptor Dip
Desmonte el alimentador y los
soportes laterales de los cables (si
corresponde).
Retire la cubierta superior de la
fuente de poder.
Mueva el interruptor Nº 2, del lado
de soldadura con electrodo (Stick),
hacia arriba. Si es necesario, use
un destornillador pequeño para
mover el interruptor.
Vuelva a instalar la cubierta.
Vuelva a instalar el alimentador y
los soportes laterales de los cables
(si corresponde).
2
Herramientas necesarias:
1
Control
remoto
para
soldadura
con
electrodos
activado
Control
remoto para
soldadura
con
electrodos
desactivado
ON ON
1122
5/16 pulg.

OM−236 891 Página 17
4-5. Cambio de la velocidad de alimentación de alambre de pulgadas por minuto (IPM)
a metros por minuto (MPM)
805 298−A / 805 429−A
Apague la fuente de poder
para soldadura, desconecte
la alimentación y mida el
voltaje en los capacitores
de entrada de acuerdo a lo
explicado en la sección 6-6
antes de continuar.
1 Alimentador PipeWorx
2 Placa de interfaz del
operario
3 Interruptor Dip
Quite la cubierta del alimentador.
Mueva el interruptor Nº 1 (interrup-
tor superior) a la posición ON (en-
cendido). Si es necesario, use un
destornillador pequeño para mover
el interruptor.
Vuelva a instalar la cubierta.
Herramientas necesarias:
1
2
3
Vista posterior del panel
delantero del alimentador
de alambre
Ajuste para
IPM
Ajuste para
MPM
5/16 pulg.

OM−236 891 Página 18
4-6. Información sobre el conector de 14 patillas para control remoto del alimentador de
alambre
Ref. 805 144−A / Ref. 048 286−B
Conector de 14 patillas
para control remoto
del alimentador
Contacto
del
conector*
Información sobre el contacto
24 VOLTIOS DE CA
8, 12 24 Vca. Protegido por el interruptor
complementario CB2.
1,4 Retorno de 24 Vca. Conectado al común del
chasis. Cierra el circuito de alimentación de
24 Vca del alimentador.
COMUNICACIÓN SERIE
6 Positivo (+) de la señal de comunicación serie
RS−485.
3 Negativo (−) de la señal de comunicación serie
RS−485.
5 Común aislado de la comunicación serie.
POSITIVO DEL SENSOR
DE VOLTAJE
14 Positivo de la señal de detección de voltaje
de la salida de soldadura.
NEGATIVO DEL SENSOR
DE VOLTAJE
11 Negativo de la señal de detección de voltaje
de la salida de soldadura.
TIERRA
2,10 Común del chasis.
*Los contactos restantes no se usan.

OM−236 891 Página 19
4-7. Interruptor de protección complementario CB2
805 298−A
1 Interruptor de protección
complementario CB2
El CB2 protege la alimentación de
24 Vca del alimentador de alambre
(vea la sección 4-6).
Pulse el botón para rearmar el inter-
ruptor complementario.
1
MIGOUTPUT
TIGGASIN
CB2
TOWIREFEEDER

OM−236 891 Página 20
4-8. Toma de corriente simple de 115 Vca e interruptor de protección complementario
805 143−A
1 Toma de corriente de 115 Vca,
10 A para alimentación del
enfriador (funciona únicamente
cuando la fuente de poder está
encendida)
2 Interruptor complementario
CB1
El CB1 protege la toma de corriente
simple de 115 Vca.
Pulse el botón para rearmar el inter-
ruptor complementario.
2
1
USE 2/0 CABLE MINIMUM

OM−236 891 Página 21
4-9. Ojal de izado de la fuente de poder
805 293−A
Apague la fuente de poder y
desconecte la alimentación.
1 Ojal para izado
El alimentador de alambre permite
el acceso al ojal de izado en la fuen-
te de alimentación.
El sistema de soldadura completo
con los soportes de cable, enfriador
cargado con refrigerante, alimen-
tador doble y carro con ruedas de
transporte (como se muestra en la
ilustración) puede levantarse con el
ojal de izado.
El cable del control debe estar des-
conectado del alimentador. Es
probable que necesite usar una
correa de izado.
El peso total, sin las antorchas de
soldadura y los cables, es de ap-
roximadamente 525 libras (238 kg).
. Verifique que los carretes de
alambre, los cables y los
cilindros de gas hayan sido
retirados antes de levantar el
sistema de soldadura.
1

OM−236 891 Página 22
4-10. Guía para la instalación del suministro eléctrico
AVISO − Un VOLTAJE DE ALIMENTACIÓN INCORRECTO puede dañar esta fuente de poder para soldadura. Esta fuente de poder requiere
de un suministro de energía CONSTANTE con los valores nominales de frecuencia(+10 %) y voltaje (+10 %) El voltaje entre fase y tierra no debe
exceder en +10 % del voltaje nominal de alimentación. No utilice un generador con un dispositivo automático de marcha en ralentí (que ralentiza
el motor cuando no detecta carga) para alimentar a esta fuente de poder.
AVISO − El voltaje real de entrada no debe ser inferior al 10 % del mínimo ni mayor al 10 % del máximo de los voltajes de entrada indicados
en la tabla. Si el voltaje real de entrada está fuera de este rango, la salida podría no activarse.
Cumpla con estas recomendaciones sobre el servicio eléctrico; en caso contrario podría haber peligro de que se produzcan descargas
eléctricas o incendios. Estas recomendaciones asumen que la unidad será conectada a un circuito eléctrico exclusivo, correctamente
dimensionado para la salida nominal y para el ciclo de trabajo de la fuente de poder.
Alimentación trifásica, 60 Hz
Voltaje de entrada (V) 230 460 575
Amperios de entrada (A) a la salida nominal 78 39 31
Máximo calibre de fusibles estándar recomendado en amperios
1
Fusibles retardados
2
90 45 35
Fusibles de operación normal
3
125 60 45
Tamaño mínimo del conductor de entrada en calibre mm
2
(AWG)
4
25 (4) 10 (8) 10 (8)
Largo máximo recomendado del conductor de entrada en pies (metros) 169 (51) 283 (86) 443 (135)
Tamaño mínimo del conductor de tierra en calibre mm
2
(AWG)
4
16 (6) 6 (10) 6 (10)
Referencia: Código Nacional Eléctrico (NEC) del año 2008 (incluso el artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles “retardados” son clase “RK5” de UL. Vea la norma UL 248.
3 Los fusibles de “operación normal” (de propósito general, sin retardo) son clase “K5” de UL (hasta 60 A inclusive) y de clase “H” de UL (65 A y
mayores).
4 Los datos del cable indicados en esta sección especifican la medida del conductor (excepto el cordón o cable flexible) entre el armario y el equipo
según la tabla NEC 310.16. Si se usa un cordón o cable flexible, el tamaño mínimo del conductor podría ser mayor. Vea en la tabla NEC 400.5(A) los
requisitos del cordón y cable flexibles.

OM−236 891 Página 23
4-11. Selección del voltaje de entrada (solo para modelos de 230/460 V)
Ref. 805 142−A / 805 145−B
Apague la fuente de poder
para soldadura, desconecte
la alimentación y mida el
voltaje en los capacitores
de entrada de acuerdo a lo
explicado en la sección 6-6
antes de continuar.
Verifique el voltaje de entrada dis-
ponible en el lugar.
1 Mirilla para ver el voltaje
seleccionado
Verifique el voltaje que se ha selec-
cionado en la unidad. Se necesita
cambiar la selección sólo si ésta no
concuerda con el voltaje de entrada
disponible.
2 Placa para selección del
voltaje PC10 con los
puentes conectados para
230 Vca
3 Tornillos de montaje
4 Conector RC8 (para
conectar a un voltaje de
entrada de 230 Vca)
5 Conector RC7 (para
conectar a un voltaje de
entrada de 460 Vca)
6 Placa para selección del
voltaje PC10 con los
puentes conectados para
460 Vca
Mueva la placa de puentes de
conexión como sea necesario y
conecte el enchufe PLG4 (en la
unidad) al conector RC8 ó RC7
según el voltaje de entrada.
. Asegúrese de volver a instalar los cuatro
tornillos que sujetan la placa de puentes de
conexión.
1
6
2
3
3
4
5
Herramientas necesarias:
5/16 pulg.

OM−236 891 Página 24
4-12. Conexión de la alimentación trifásica
input5 2012 805 146-A
5/16 pulg.
L1L2
L3
1
2
6
L1
7
1
L2
L3
3
4
8
6
9
10
= GND/PE
3
4
5
Herramientas necesarias:
= GND/PE

OM−236 891 Página 25
Input5 2012-05
Apague la fuente de poder para
soldadura y revise el voltaje en los
capacitores de entrada de acuerdo a lo
explicado en las sección 6-6 antes de
continuar.
La instalación debe cumplir con todos
los códigos nacionales y locales. Haga
que solo personas capacitadas lleven
a cabo esta instalación.
Desconecte y coloque un candado
y una etiqueta de advertencia en el
seccionador de la línea de
alimentación antes de conectar los
conductores de entrada a la unidad.
Siga los procedimientos establecidos
relacionados con la instalación
y desmontaje de los dispositivos
de bloqueo (candados) y etiquetas
de advertencia.
Realice primero las conexiones
de potencia a la fuente de poder.
Siempre conecte primero el cable
verde/amarillo al borne de puesta
a tierra del suministro, nunca conecte
este cable a un borne de la línea.
Vea la etiqueta de valores nominales y verifique
si el voltaje de entrada de la máquina está
disponible en el lugar.
1 Conductores de alimentación (cordón
suministrado por el cliente)
Consulte la sección 4-10 y seleccione la medida
y la longitud de los conductores. Los
conductores deben cumplir con los códigos
eléctricos nacionales, estatales y locales.
Si corresponde, utilice terminales de conexión
de capacidad apropiada para el amperaje de
la unidad con un agujero adecuado para
el diámetro del perno de conexión.
Conexiones de la entrada de alimentación
de la fuente de poder para soldadura
2 Protector aliviador de tensión
Instale un prensaestopas del tamaño adecuado
para la unidad y el cordón de entrada. Pase el
cordón a través del prensaestopas y ajuste los
tornillos.
3 Borne de tierra de la fuente de poder
4 Conductor de tierra verde o verde/amarillo
Conecte primero el cable de tierra verde
o verde/amarillo al borne de tierra del
seccionador de la alimentación.
5 Bornes de línea de la soldadora
6 Conductores de entrada (L1, L2 y L3)
Conecte los cables de la alimentación (L1, L2 y
L3) a los bornes de alimentación de la máquina.
Reinstale el panel lateral en la fuente de poder.
Conexiones del seccionador de la línea
de alimentación
7 Seccionador de línea (se muestra en
la posición apagado)
8 Borne de puesta a tierra del
seccionador de la alimentación
9 Bornes de línea del seccionador
Conecte primero el cable de tierra verde
o verde/amarillo al borne de tierra del
seccionador de la alimentación.
Conecte los cables de la alimentación (L1, L2
y L3) a los bornes del seccionador de línea.
10 Protección de sobrecorriente
Seleccione el tipo y calibre de la protección de
sobrecorriente de la tabla de la sección 4-10
(se muestra un seccionador con fusibles).
Cierre y trabe la puerta del seccionador de
línea. Siga los procedimientos establecidos
relacionados con la instalación y desmontaje
de los dispositivos de bloqueo (candados)
y etiquetas de advertencia para poner
la unidad en servicio.
4-12. Conexión a una alimentación trifásica (continuación)

OM−236 891 Página 26
4-13. Instalación de las manijas, carro de transporte con ruedas y enfriador
805 302−A / 805 292−A
Apague la fuente de poder y
desconecte la alimentación.
1 Carro de transporte 234 359
2 Enfriador
3 Rueda 163 463 (2)
4 Arandela plana 602 250 (4)
5 Anillo de retención 121 614 (2)
Instale las ruedas en la bandeja del cilindro
como se muestra.
Coloque el enfriador sobre el carro de transpor-
te.
. Si no instala un enfriador, monte la fuente de
poder sobre el carro de transporte.
6 Arandela plana 602 240 (4)
7 Arandela de presión 602 211 (4)
8 Tornillo 601 944 (4)
Asegure el enfriador al carro utilizando las aran-
delas planas, las arandelas de presión y los tor-
nillos suministrados.
9 Fuente de poder
Coloque la fuente de poder sobre el enfriador.
Asegure la fuente de poder al enfriador utilizan-
do los mismos herrajes que utilizó para sujetar
el enfriador al carro.
10 Ménsula de soporte del cilindro
11 Casquillo 170 647 (2)
12 Casquillo 004 214 (1)
13 Tornillo 128 237 (4)
14 Cadena 188 441 (2)
Instale la ménsula de soporte del cilindro a la
parte posterior de la fuente de poder y fíjela con
los tornillos suministrados. Instale los casquillos
y las cadenas.
15 Soporte de las manijas
16 Manija (2)
17 Tapa (4)
Instale las tapas en los extremos de las manijas.
Quite los 5 tornillos ubicados por encima de la
rejilla del panel delantero de la fuente de poder.
Sujete el soporte de las manijas al frente con los
5 tornillos que quitó en el paso anterior.
Retire los 2 tornillos ubicados al costado de
la cubierta en la parte delantera de la fuente.
18 Tornillo 234 483 (2)
Atornille a mano los tornillos de montaje provis-
tos en la parte superior de las manijas a cada
lado de la fuente.
19 Tornillo 604 535 (2)
20 Arandela de presión 602 211 (2)
21 Arandela plana 602 240 (2)
Atornille a mano los tornillos de montaje suminis-
trados, con sus arandelas de presión y planas,
en el soporte de las manijas a cada lado de la
fuente.
22 Tornillo 604 535 (4)
23 Arandela de presión 602 211 (4)
24 Arandela plana 602 240 (4)
Atornille a mano los tornillos de montaje suminis-
trados, con sus arandelas de presión y planas,
en la parte inferior del soporte de las manijas a
cada lado de la fuente.
Apriete todos los tornillos de la manija.
Herramientas necesarias:
2
6
7
8
9
1
2
3
4
15
16
5
6
7
8
13
18
19
20
21
22
23
24
17
10
9
11
12
11
14
1/2 pulg.
5/16 pulg.

OM−236 891 Página 27
4-14. Montaje e instalación de los soportes de cables
805 148−B / 805 141−A
1 Travesaño
2 Tapa (4)
3 Soporte para cables tubular (2)
Instale las tapas en los soportes
tubulares.
Monte los soportes de cables en el
travesaño con los herrajes
suministrados.
Coloque el conjunto armado del
soporte de cables sobre la fuente
de poder o sobre el carro e instale
el alimentador de alambre sobre el
soporte de cables.
Herramientas necesarias:
1
2
3
7/16 pulg.
3/8 pulg.

OM−236 891 Página 28
4-15. Procedimiento correcto de conexión del terminal al cable para detección de voltaje
Si el terminal del cable para detección de
voltaje está cortado o roto, instale un
nuevo terminal como se muestra en la ilus-
tración.
1 Cubierta exterior
2 Cinta aislante
o tubo termorretráctil
3 Conductor central AWG 10
(6 mm
2
)
4 Terminal con ojo de 1/2 pulg.
1
Herramientas necesarias:
3
4
2
Ref. 239 780−B
4-16. Conexión del cable para detección de voltaje y el cable de masa a la pinza de masa
805 030−A
Herramientas necesarias:
1/2 pulg.
3
2
1
1 Cable para detección
de voltaje
2 Cable de masa
3 Pinza de masa
. Cuando conecte la pinza de
masa, verifique que el terminal
del cable para detección de
voltaje esté instalado por
encima del terminal del cable
de masa.
Conecte el cable para detección de
voltaje y el cable de masa a la pinza
de masa.
1/2 pulg.

OM−236 891 Página 29
4-17. Pernos de la salida para soldadura y selección de la medida del cable* recomendado
para la PipeWorx 400
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 30 m (100 pies) de la pieza, la longitud total del cable del circuito de soldadura será 60 m (2 cables x 30 m [100 pies]). Use la columna
60 m (200 pies) para determinar la medida del cable.
Apague la máquina
antes de conectar los
terminales de la salida
de soldadura.
No utilice cables
desgastados, con
daños, muy pequeños
o mal empalmados.
Pernos de conexión
de la salida
de soldadura
Medida** del cable de soldadura y longitud máxima total del cable (cobre)
en el circuito de soldadura***
30 m
(100 pies)
o menos
45 m
(150 pies)
60 m
(200
pies)
70 m
(250
pies)
90 m
(300
pies)
105 m
(350
pies)
120 m
(400
pies)
Amperios
de
soldadura
Ciclo de trabajo: 10 − 100 %
Convencional
con electrodo
(Stick)
(+)
805 143−A
TIG (−)
Masa
100 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70
150 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 3/0 (95) 3/0 (95)
200 2/0 (70) 2/0 (70) 2/0 (70) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2/0 (70) 2/0 (70) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2 x 70)
2 x 2/0
(2 x 70)
300 2/0 (70) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2 x 70)
2 x 3/0
(2 x 95)
2 x 3/0
(2 x 95)
350 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2 x 70)
2 x 3/0
(2 x 95)
2 x 3/0
(2 x 95)
2 x 4/0
(2 x 120)
400 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2 x 70)
2 x 3/0
(2 x 95)
2 x 4/0
(2 x 120)
2 x 4/0
(2 x 120)
500 3/0 (95) 4/0 (120)
2 x 2/0
(2 x 70)
2 x 3/0
(2 x 95)
2 x 4/0
(2 x 120)
3 x 3/0
(3 x 95)
3 x 3/0
(3 x 95)
600 4/0 (120)
2 x 2/0
(2 x 70)
2 x 3/0
(2 x 95)
2 x 4/0
(2 x 120)
3 x 3/0
(3 x 95)
3 x 4/0
(3 x 120)
3 x 4/0
(3 x 120)
* Esta tabla es una guía general y puede no adecuarse para todas las aplicaciones. Si los cables recalientan, use la siguiente medida de cable
mayor.
**La medida del cable para soldadura en calibres AWG (mm2) está basada en una caída de 4 voltios o menor o en una densidad de corriente
de al menos 300 milésimas de pulgada por amperio.
( ) = mm
2
para uso métrico
***Para distancias mayores que las indicadas en esta guía, consulte a un representante de aplicaciones de la fábrica al 920−735−4505 (Miller)
o 1−800−332−3281 (Hobart).
Ref. S−0007−G 2009−08

OM−236 891 Página 30
4-18. Conexión de los cables a los pernos de la salida de soldadura
803 778−B
Apague la máquina antes de
conectar los terminales de la salida
de soldadura.
Una conexión incorrecta de los
cables de soldadura puede causar
un recalentamiento e iniciar un
incendio, o dañar su máquina.
1 Perno de conexión de la salida
de soldadura
2 Tuerca del perno (suministrada)
3 Terminal del cable de soldadura
4 Barra de cobre
Quite la tuerca del perno de la salida de sol-
dadura. Inserte el agujero del terminal del
cable de soldadura en el perno roscado y
apriételo con la tuerca de modo que el ter-
minal quede firmemente ajustado contra la
barra de cobre. No ponga nada entre el
terminal del cable y la barra de cobre.
Asegúrese de que las superficies del
terminal del cable y la barra de cobre es-
tén limpias.
Herramientas necesarias:
4
2
3
No ponga nada entre
el terminal del cable
y la barra de cobre.
Instalación incorrecta
1
3/4 pulg. (19 mm)

OM−236 891 Página 31
4-19. Diagrama de conexiones típico para equipo MIG (GMAW) con alimentador
en la fuente de poder
No coloque el alimentador en un
lugar donde el alambre para
soldadura puede chocar con el
cilindro.
No mueva ni haga funcionar el
equipo donde podría volcarse.
1 Fuente de poder para soldadura
2 Alimentador de alambre
3 Conexión MIG
4 Cable de soldadura positivo (+)
5 Conexión del cable de control del
alimentador
6 Manguera de gas
7 Cilindro de gas
Conecte el enchufe de 14 clavijas a la parte
posterior de la fuente de alimentación y el
enchufe hembra de 14 clavijas a la parte
posterior del alimentador de alambre.
Conecte un extremo del cable de soldadura
al perno de soldadura en la parte posterior
de la fuente de poder. Conecte el otro ex-
tremo del cable de soldadura a la carcasa
del accionamiento del alimentador de alam-
bre. Conecte un extremo de la manguera
de gas al regulador / flujómetro en el cilindro
de gas y el otro extremo de la manguera de
gas en el conector del solenoide de gas
ubicado en la parte posterior del alimen-
tador o en el conector en ”Y” de la man-
guera (para alimentador de alambre doble).
8 Cable de masa (−)
. Conecte el cable para detección de
voltaje a la pinza de masa y ésta tan
cerca del arco como sea posible.
9 Cable para detección de voltaje
10 Pieza
11 Antorcha de soldar
805 144−B
8
11
9
10
1
6
4
7
2
5
3
9

OM−236 891 Página 32
4-20. Diagrama de conexiones típico para equipo MIG (GMAW) con alimentador
sobre el carro
No coloque el alimentador en un
lugar donde el alambre para
soldadura puede chocar con el
cilindro.
No mueva ni haga funcionar el
equipo donde podría volcarse.
1 Fuente de poder para soldadura
2 Alimentador de alambre
3 Carro para alimentador
4 Cable múltiple
5 Conexión MIG
6 Cable de soldadura positivo (+)
7 Manguera de gas
8 Cilindro de gas
Instale el extremo del cable múltiple de
manera que la manguera de gas sobresalga
fuera de la cubierta aproximadamente 50
pulgadas (1270 mm). Este extremo del cable
múltiple se conecta a la fuente de poder.
Conecte el enchufe de 14 clavijas a la parte
posterior de la fuente de alimentación y el en-
chufe hembra de 14 clavijas a la parte poster-
ior del alimentador de alambre. Conecte un
extremo del cable de soldadura al perno de
soldadura en la parte posterior de la fuente de
poder y asegure el cable con la grapa de
sujeción en el panel trasero. Conecte el otro
extremo del cable de soldadura a la carcasa
del accionamiento del alimentador de alam-
bre y asegúrelo con la grapa de sujeción en
la base del alimentador. Conecte un extremo
de la manguera de gas al regulador / flujómet-
ro en el cilindro de gas y el otro extremo de
la manguera de gas en el conector del solen-
oide de gas ubicado en la parte posterior del
alimentador o en el conector en ”Y” de la
manguera (para alimentador de alambre dob-
le).
9 Cable de masa (−)
(medida mínima AWG 2/0 [70 mm2])
. Conecte el cable para detección de
voltaje a la pinza de masa y ésta tan
cerca del arco como sea posible.
10 Cable para detección de voltaje
11 Pieza
12 Antorcha de soldar
13 Grapa de sujeción
805 317−B
6
10
7
1
4
2
5
8
3
10
11
9
12
13
13

OM−236 891 Página 33
4-21. Conexiones del panel trasero del alimentador de alambre y del accionamiento rotativo
805 155−A / Ref. 804 766−A / 802 825−A
1 Cable de control de 14
patillas
2 Acoplamientos de la válvula
para el gas de protección
Requiere un acoplamiento con ros-
ca derecha de 5/8−18. Conecte la
manguera de gas (suministrada por
el cliente).
3 Terminal del cable de
soldadura
4 Puente de cable de
soldadura desde el conjunto
de accionamiento lateral
derecho (únicamente
modelo doble)
5 Cable para soldadura
6 Conjunto de accionamiento
7 Perilla de rotación del
conjunto de accionamiento
Para hacer girar el conjunto de ac-
cionamiento, afloje la perilla de
rotación, gire el alimentador y vuel-
va a apretar la perilla.
8 Ubicación de la etiqueta
de parámetros nominales
9 Conector para la detección
de voltaje
9/16, 5/8 pulg.
Herramientas necesarias:
3/16 pulg.
6
7
3
9
4
5
2
1
8
2
9

OM−236 891 Página 34
4-22. Conector del gatillo de la antorcha
805 154−A
1 Conector del gatillo de la
antorcha izquierda (RC2)
2 Conector del gatillo de la
antorcha derecha RC3
(únicamente modelo doble)
Conecte el enchufe del gatillo de la
antorcha al conector correspon-
diente del alimentador.
1 2

OM−236 891 Página 35
. Para un mejor rendimiento de la
alimentación del alambre, verifique que el
forro del cable de salida es del tamaño
apropiado para la medida del alambre de
soldadura utilizado. Además, cuando la
antorcha está instalada, el forro que
sobresale de la parte posterior de la
antorcha debe estar lo más cerca posible
de los rodillos de alimentación sin tocarlos.
Instale la antorcha. Extienda recto el cable de
la antorcha. Corte el extremo del alambre.
Empuje el alambre a través de las guías
hasta que alcance los rodillos de alimen-
tación; continúe sosteniendo el alambre. Pul-
se y mantenga pulsado el botón JOG (Avan-
ce lento) mientras impulsa el alambre por el
cable de la antorcha hasta que sobresalga
del extremo de esta.
. Para alambres blandos o de acero
inoxidable de diámetro pequeño,
reduzca la presión del rodillo de
alimentación trasero hasta la mitad de la
presión de los rodillos delanteros.
. Para ajustar la presión de los rodillos de
alimentación, sostenga la boquilla a más o
menos 2 pulgadas (51 mm) de una
superficie que no conduzca electricidad y
oprima el gatillo de la antorcha para
alimentar el alambre contra esta superficie.
Apriete la perilla hasta que el alambre deje
de resbalar. No la apriete demasiado. Si la
punta de contacto está completamente
bloqueada, el alambre va a resbalar en los
rodillos (vea el ajuste de la presión arriba).
Corte el alambre y cierre la tapa.
4
-23. Instalación y enhebrado del alambre de soldadura
Ref. 156 929−A / Ref. 150 922 / Ref. 156 930 / 804 743−A
Herramientas necesarias:
SUPERFICIE NO
CONDUCTORA
SUPERFICIE NO
CONDUCTORA
El alambre
no resbala
El alambre resbala
Instale los carretes de alambre. Ajuste
las tuercas tensoras de manera que el
alambre quede tirante cuando la
alimentación se detiene.
Instale las guías del alambre
y la guía contra el desgaste.
Instale los rodillos
de alimentación.
3/16, 5/64 pulg.
15/16, 3/8 pulg.
Ajuste
de la
presión
de los
rodillos
delanteros
Ajuste
de la
presión de
los rodillos
traseros
Rodillos de alimentación
Extremo del forro interno
Parte posterior
de la antorcha
Escala
indicadora
de presión

OM−236 891 Página 36
4-24. Conexiones del cable para detección de voltaje y del cable de masa para varios arcos
de soldadura
A. Disposición ideal de los cables
805 289−B
1 Fuente de poder para soldadura
2 Cable múltiple
3 Cable de masa
4 Cable para detección de voltaje
El cable del detector de voltaje debe ser
utilizado para proporcionar una señal de
realimentación precisa del voltaje en el sis-
tema de soldadura. El uso de este cable es
fundamental para el funcionamiento estab-
le de la soldadura.
5 Alimentador de alambre
6Pieza
Esta disposición es la que mejor favorece
la realimentación del voltaje para las fuen-
tes de poder para soldadura. Es posible
que no se logre la mayor exactitud en la
detección de voltaje debido a las caídas de
voltaje en la pieza. Para ello se necesitaría
compensar los parámetros de soldadura.
1
2
3
4
5
6
1
2
3
4
5

OM−236 891 Página 37
B. Disposición de los cables incorrecta
805 290−B
1 Fuente de poder para soldadura
2 Cable múltiple
3 Cable de masa
4 Cable para detección de voltaje
5 Alimentador de alambre
6Pieza
Esta disposición es incorrecta pues los
cables de detección están colocados
directamente en el paso de la corriente del
arco de soldadura. La interacción entre los
circuitos de soldadura afectará la caída de
voltaje en la pieza. La caída de voltaje en
la pieza no podrá medirse correctamente
y afectará la señal de realimentación del
voltaje. La realimentación del voltaje a las
fuentes de poder para soldadura será in-
correcta en ambos cables de detección y
dará como resultado el arranque defec-
tuoso del arco y un arco de mala calidad.
1
2
3
4
5
6

OM−236 891 Página 38
1 Fuente de poder para soldadura
2 Cable múltiple
3 Cable de masa
4 Cable para detección de voltaje
5 Alimentador de alambre
6Pieza
El método usado para disponer los cab-
les tiene un efecto importante sobre el
trabajo de soldadura. Por ejemplo, los
procesos de soldadura Pro−pulse y
RMD (Deposición regulada de metal)
pueden producir una inductancia
elevada en el circuito de soldadura, que
dependerá de la longitud del cable y su
disposición. Estos efectos pueden dar
como resultado un aumento limitado de
la corriente durante la transferencia de
gotas al charco de soldadura.
Los cables para detección del electrodo
y detección de voltaje están contenidos
en el cable de control del alimentador y
están habilitados para todos los
procesos. Cuando el cable detector de
voltaje está conectado a la fuente de
poder, compensa automáticamente la
caída de voltaje en el cable de masa.
No enrolle los cables sobrantes. Use
cables cuya longitud sea adecuada
para la aplicación. Evite el acoplamien-
to del cable de detección de voltaje con
los cables de soldadura.
4-25. Disposición de los cables de soldadura para reducir la inductancia del circuito de
soldadura
Mal
S NO enrolle los cables.
S NO comparta las pinzas de masa (no más de 1 máquina por pinza).
S NO enrede los cables de diferentes máquinas.
S NO empalme los cables de soldadura.
Ideal
S Use cables de la menor longitud posible para el trabajo.
S Use pinzas de masa y cables de soldadura correctamente dimensionados
para admitir los picos de amperaje.
S Mantenga el cable para detección de voltaje y el de control del alimentador
separados de los cables de soldadura.
S Mantenga los cables de soldadura tan próximos entre sí como sea posible.
S Conecte la pinza de masa lo más cerca posible del arco de soldadura.
1
2
3
4
5
6
1
5
4
2
3
6

OM−236 891 Página 39
1 Fuente de poder
para soldadura
2 Cable de masa (−)
3 Cable del electrodo de
soldadura (+)
4Pieza
5 Portaelectrodos
6 Cable para detección de
voltaje
. Conecte el cable para detección
de voltaje a la pinza de masa y
ésta tan cerca del arco como sea
posible.
4-26. Diagrama de conexión típico para equipos de soldadura con electrodos conven-
cionales (SMAW)
1
2
3
5
4
6

OM−236 891 Página 40
805 295−A
1 Fuente de poder
para soldadura
2 Manguera de gas
3 Cable de soldadura TIG
negativo (−)
4 Cable de masa (+)
5Pieza
6 Antorcha TIG
7 Cable para detección
de voltaje
8 Pedal de control remoto
(opcional)
. Conecte el cable para detección
de voltaje a la pinza de masa y
ésta tan cerca del arco como sea
posible.
4-27. Diagrama de conexiones típico de una antorcha TIG (GTAW) de dos piezas refrige-
rada por aire (utiliza un solenoide de gas en el interior de la fuente de poder)
1
2
3
4
6
5
7
8

OM−236 891 Página 41
805 296−A
1 Fuente de poder para
soldadura
2 Manguera de gas 237 415
(manguera corta negra
provista con la fuente de
alimentación)
3 Grapa con conexión para TIG
(suministrada por el cliente)
4 Cable de soldadura TIG
negativo (−)
5 Cable de masa (+)
6Pieza
7 Antorcha TIG
8 Cable para detección de
voltaje
9 Pedal de control remoto
(opcional)
. Conecte el cable para detección
de voltaje a la pinza de masa y
ésta tan cerca del arco como sea
posible.
4-28. Diagrama de conexiones típico de una antorcha TIG (GTAW) de una pieza refrige-
rada por aire (utiliza un solenoide de gas en el interior de la fuente de poder)
1
2
3
4
5
6
7
8
9

OM−236 891 Página 42
805 297−A
1 Fuente de poder para
soldadura
2 Manguera de gas
3 Grapa con conexión para TIG
(suministrada por el cliente)
4 Manguera de salida de
refrigerante 237 416
(manguera corta roja provista
con el enfriador)
5 Cable de soldadura TIG
negativo (−)
6 Manguera de retorno del
refrigerante
7 Cable de masa (+)
8Pieza
9 Antorcha TIG
10 Cable para detección de
voltaje
11 Pedal de control remoto
(opcional)
. Conecte el cable para detección
de voltaje a la pinza de masa y
ésta tan cerca del arco como sea
posible.
4-29. Diagrama de conexiones típico de una antorcha TIG (GTAW) refrigerada por agua
(utiliza un solenoide de gas en el interior de la fuente de poder)
1
2
6
4
5
3
7
8
9
10
11

OM−236 891 Página 43
SECCIÓN 5 − OPERACIÓN
5-1. Definiciones operacionales
Lo que sigue es una lista de términos y sus definiciones y cómo se aplican a esta unidad de interfaz:
Términos generales:
98/2 Ox Mezcla de gas compuesta por 98 % de argón y 2 % de O
2
.
AMPS Indica el amperaje promedio durante la soldadura y los 10 segundos posteriores a la finalización de la
soldadura.
Control de arco El ajuste del ancho del cono del arco y las características del arco en los procesos RMD y pulsantes. Aumentar
el valor del control del arco incrementa el ancho del cono del arco y, en consecuencia, los efectos de la longitud
del arco (distancia entre el extremo del electrodo y la pieza). Para ajustar el valor del control del arco, vea los
puntos 5-7 y 1 en la sección 4.
Largo del arco Distancia entre el extremo del electrodo de alambre y la pieza. Este término también se utiliza para representar
los ajustes de la longitud del arco en los procesos RMD y pulsantes. El aumento de la longitud del arco
incrementa la longitud del arco real; del mismo modo, la disminución de la longitud del arco acorta la longitud
del arco real. Para ajustar el valor de la longitud del arco, vea los puntos 2 y 3 en la sección 5-7.
C2 Mezcla de gas compuesta por 98 % de argón y 2 % de CO
2.
C8-C15 Mezcla de gas compuesta principalmente por argón y un 8 a 15 % de CO
2.
C20 Mezcla de gas compuesta por 98 % de argón y 20% CO
2.
C25 Mezcla de gas compuesta por 98 % de argón y 25% CO
2.
DIG Este es un parámetro ajustable para soldadura convencional con electrodos. El aumento de su valor propor-
ciona una corriente adicional en condiciones de bajo voltaje (arco de longitud corta) mientras se suelda. Esta
función ayuda a evitar el ”pegado” del electrodo o la amortiguación del arco cuando se utiliza un arco de corta
longitud.
Dual Schedule (Programa
doble)
Consiste en un interruptor de dos posiciones sujetado a la empuñadura de la antorcha (o incorporado en ella),
que permite cambiar los parámetros de soldadura en los procesos MIG. El gatillo de la antorcha funciona como
un gatillo común. La función ”Dual Schedule” está siempre activada. Vea el procedimiento de configuración en
el punto 5-2 G de la sección 8.
EXX10 Tipo de electrodo para soldadura convencional. Este ajuste habitualmente se utiliza con electrodos celulósicos
EXXX1 o EXXX2.
EXX18 Tipo de electrodo para soldadura convencional. Este ajuste habitualmente se utiliza con electrodos de bajo
contenido de hidrógeno EXXX3 hasta EXXX8 o de acero inoxidable.
FCAW (Soldadura de arco
con alambre con núcleo
fundente)
La soldadura por arco con alambre con núcleo fundente consta de un electrodo continuo impulsado en el arco,
que depende de un gas de protección que puede provenir de un suministro externo o ser generado por la
descomposición de ciertos ingredientes contenidos en el núcleo del propio alambre. Se recomienda utilizar
únicamente alambre protegido en la PipeWorx 400. No se necesita una mezcla de gases o la selección del
diámetro del alambre. Vea la mezcla de gases recomendada en las especificaciones del fabricante del alambre.
El proceso puede utilizar alambres de medidas 0,035 a 0,062.
Tipo de gas Selección del gas protector que se usa en la aplicación: C8−C15 (Argón/8−15 % CO
2
), C20 (Argón/20 % CO
2
),
C25 (Argón/25 % CO
2
), C2 (Argón/2 % CO
2
), 98/2 Ox (Argón/2 % O
2
), TRI H (90 % Helio/7.5 % Argón/2.5 %
CO
2
), TRI A (81 % Argón/18 % Helio/1 % CO
2
).
HF Método de arranque en TIG. El cebado por alta frecuencia se enciende para ayudar a iniciar el arco cuando se
ha habilitado la salida. El circuito de alta frecuencia se apaga una vez establecido el arco y se vuelve a
encender para ayudar a reestablecer el arco toda vez que éste se apague. El cebado por alta frecuencia se
utiliza en el proceso GTAW cuando se requiere un método de inicio del arco sin contacto.
Función Hot Start
(Arranque en caliente)
Este es un parámetro ajustable para soldadura convencional con electrodos. Permite el ajuste del amperaje de
la salida en el inicio de la soldadura con electrodos, si es que el inicio lo requiere. Esto ayuda a eliminar el pe-
gado del electrodo durante el arranque. El aumento de su valor incrementa la corriente de arranque, su dismi-
nución la reduce.
Control de inductancia Esta función permite ajustar la inductancia en los procesos MIG y FCAW. En la soldadura GMAW de
cortocircuito, un incremento en la inductancia disminuirá la cantidad de transferencias por cortocircuito por
segundo (mientras no se hagan otros cambios) e incrementará el tiempo en que el arco está encendido. El
aumento en el tiempo del arco encendido hace más fluido el charco de la soldadura. Para ajustar el valor del
control de la inductancia, vea los puntos 1 y 4 en la sección 5-7.
JOG (Alimentación lenta) Método para la alimentación de alambre sin activar el contactor ni la válvula de gas (vea el punto 9 en la
sección 5-7).
Función Lift Arc Método de arranque en TIG. Consiste en tocar la pieza con el electrodo de tungsteno en el punto de inicio de la
soldadura y habilitar la salida y el gas de protección con el gatillo de la antorcha, pedal de control o control de
mano (si se desea algún tipo de control). Para ello se apoya el electrodo contra la pieza durante uno o dos
segundos y luego se levanta lentamente para que se forme el arco. La función “Lift−Arc” se usa para el proceso
GTAW cuando no se permite el cebado con alta frecuencia (HF).
MIG (GMAW) También conocida como soldadura con alambre macizo. Es un proceso de soldadura por arco que une los
metales calentándolos con un arco. El arco se produce entre un electrodo de metal de aporte alimentado
continuamente (consumible) y la pieza. Una alimentación externa de mezclas de gases o gas proporciona la
protección necesaria.
Posflujo Es el tiempo que el gas de protección continúa fluyendo después de que el arco ha finalizado.

OM−236 891 Página 44
5-1. Definiciones operacionales (continuación)
Preflujo Es el tiempo que el gas de protección fluye antes del arranque del arco.
Proceso Consiste en la selección del proceso de soldadura a utilizar: MIG, Pulsado, RMD, Electrodo convencional,
alambre con núcleo fundente (FCAW) o TIG (inicio Lift−Arc o cebado HF).
Botones de selección de
las posiciones de memoria
1 a 4
Al seleccionar un proceso como STICK, TIG, MIG lado izquierdo del alimentador, o MIG lado derecho, habrá
cuatro posiciones de memoria disponibles para su selección con un total de 16 posiciones para un alimentador
doble. En cambio, un alimentador simple solo dispone de 12 posiciones de memoria.
Pulsante (Pro-Pulset) Consiste en un proceso de soldadura donde la transferencia de metal se produce por rociado por pulsos, ideal
para las pasadas de relleno y terminación en uniones de tubos. Es un proceso por pulsos que usa rampas de
corriente constante con control constante del voltaje de picos y bases. La reacción adaptativa se controla con
niveles pico y mínimo de corriente. Los beneficios son un arco más corto, mejor control del charco, más
tolerancia ante la variación de la distancia entre la punta y la pieza, menor ruido, un arco estable, rellena mejor
los contornos aumentando la velocidad de avance y deposición, y brinda una mayor tolerancia ante huelgos e
imperfecciones en la preparación del montaje. Los ajustes de los pulsos incluyen la longitud del arco, la
velocidad del alambre y el control del arco.
Purga Consiste en un método para energizar las válvulas de gas para purgar las tuberías de gas antes de soldar y
predefinir la presión del gas en el regulador (vea lel punto 11 en la sección 5-7).
RMD El proceso RMD consiste en la deposición regulada de metal, una transferencia de cortocircuito controlada con
precisión. Los beneficios del proceso RMD se adaptan bien a las soldaduras de raíz en tuberías, mejora el
relleno de huelgos y reduce las salpicaduras. Introduce una menor cantidad de calor en la pieza, minimiza la
deformación y permite usar alambre de mayor diámetro en materiales de reducido espesor. Los ajustes del
proceso RMD incluyen la longitud del arco, la velocidad del alambre y el control del arco.
Soldadura convencional
(SMAW)
La soldadura con electrodo convencional (SMAW) utiliza un electrodo consumible recubierto por un fundente
que produce un gas de protección y una escoria que protege el arco y el charco de soldadura.
Sinérgico Sinérgico se refiere a la habilidad de la unidad para usar los parámetros predefinidos del pulso para determinar
los ajustes reales del amperaje pico, amperaje de base, frecuencia y ancho del pulso con cualquier valor de la
velocidad de alimentación del alambre. Esta es una característica utilizada en procesos RMD y pulsantes.
TIG (GTAW) La soldadura TIG (GTAW) utiliza un electrodo de tungsteno no consumible y gas de protección para obtener
una soldadura fuerte, limpia y de gran calidad.
TRI A Mezcla de gas compuesta por 81 % de argón y 18 % de helio y 1 % de CO
2
.
Función “Trigger Hold”
(Retención del gatillo)
Esta función reduce la fatiga del soldador al permitir la soldadura continua sin mantener apretado el gatillo. Para
configurar la función de retención del gatillo, vea el punto 10 en la sección .5-7.
Función “Trigger Select”
(Selección del gatillo)
Esta función le permite al operador seleccionar procesos MIG almacenados en las posiciones de memoria 1 a
4 pulsando el gatillo de la antorcha. Para configurar la función de selección del gatillo, vea el punto G6 en la
sección 5-2.
TRI H Mezcla de gas compuesta por 90 % de helio, 7,5 % de argón y 2,5 % de CO
2
.
Función ”Trim” (Ajuste de
la longitud del arco)
Vea la descripción de la longitud del arco.
Voltios Define el voltaje en modo MIG con la máquina en vacío, el voltaje real durante la soldadura y los 10 segundos
posteriores a la finalización de la soldadura.
Diámetro del alambre Selección del diámetro del alambre para procesos MIG RMD y pulsantes. Para los procesos MIG RMD y
pulsantes se debe seleccionar un alambre de diámetro 0,035, 0,040, ó 0,045. Los alambres de diámetro 0,035
a 0,062 pueden usarse en el proceso FCAW, pero no se requiere escoger un alambre.
Tipo de alambre
Selección de tipo de alambre (carbono, carbón con núcleo metálico o acero inoxidable).

OM−236 891 Página 45
5-2. Controles de la fuente de poder para soldadura
A. Controles del panel delantero
. ólo se pueden modificar los controles
iluminados.
1 Ranura para la tarjeta de memoria
2 Indicador de tarjeta de memoria
ocupada
3 Botón de almacenamiento en la
tarjeta de memoria
4 Botón de carga en la tarjeta e
memoria
5 Indicador de tarjeta de memoria
6 Botones de selección de las
posiciones de memoria 1 a 4
7 Botón de selección del proceso con
electrodos convencionales (Stick)
8 Botón de selección del tipo de
electrodo (Stick)
9 Pantalla del amperímetro
10 Perilla de ajuste del amperaje
11 Botón de selección de proceso TIG
12 Botón de selección del método de
inicio del proceso TIG
13 Botón de selección del tipo de
proceso MIG
14 Botón de selección del material de
base
15 Botón de selección del diámetro del
alambre
16 Botón de selección del tipo de gas
17 Tabla de selección de gas
18 Botón de selección del gatillo
19 Botón de selección del lado
5
252 611-A
17 181615141312
11
98764312 10

OM−236 891 Página 46
B. Ranura para la tarjeta de memoria
1 Ranura para lal tarjeta de
memoria
Esta es la ranura para introducir la
tarjeta de memoria. La tarjeta de
memoria se inserta en la ranura y
se utiliza para almacenar y recu-
perar los ajustes del operario, brin-
dar datos del proceso de soldadura
MIG de acuerdo a las necesidades
del usuario y cargar actualiza-
ciones del firmware de la unidad. Si
la fuente de poder tiene varios
usuarios, cada usuario puede usar
una tarjeta para almacenar y cargar
su configuración personal. Empuje
y suelte el borde de la tarjeta para
extraerla de la ranura.
1

OM−236 891 Página 47
C. Controles de las funciones de la memoria
1. Ranura para la tarjeta de memoria
Esta es la ranura para introducir la tarjeta de memoria. La tarjeta de memoria se inserta en la ranura y se utiliza para almacenar y recuperar los ajustes
del operario, brindar datos del proceso de soldadura MIG de acuerdo a las necesidades del usuario y cargar actualizaciones del firmware de la unidad.
Si la fuente de poder tiene varios usuarios, cada usuario puede usar una tarjeta para almacenar y cargar su configuración personal. Empuje y suelte el
borde de la tarjeta para extraerla de la ranura.
2. Indicador BUSY de tarjeta de memoria ocupada
El LED indicador de tarjeta de memoria ocupada se enciende durante las siguientes condiciones: almacenamiento y recuperación de los ajustes del
operario, uso de un proceso de soldadura MIG personalizado y actualizaciones del firmware.
3. Botón SAVE, para almacenamiento en la tarjeta de memoria
Pulse este botón para guardar todos los ajustes del operario almacenados en las posiciones de memoria 1 a 4 como un archivo de ajustes en la tarjeta
de memoria. El LED BUSY se encenderá para indicar que la operación de almacenamiento está en curso. Además, cada vez que se pulsa el botón
SAVE, se actualiza en la tarjeta de memoria un archivo llamado PIPEWORX.TXT. Este archivo contiene un resumen del estado de la PipeWorx,
revisiones del firmware y el historial de averías. El archivo se puede leer con un PC equipado con un lector de tarjetas de memoria. Esta información
puede ser utilizada para programas de mantenimiento o reparación.
4. Botón LOAD, para carga en la tarjeta de memoria
Pulse este botón para cargar un archivo de configuración previamente guardado desde la tarjeta de memoria ubicada en la ranura. Esta operación permite
restablecer los ajustes del operario, previamente guardados en la tarjeta, en las posiciones de memoria 1 a 4. El LED de ocupado se encenderá para indicar la
operación de carga está en curso.
5. Indicador CARD de tarjeta de memoria
La leyenda CARD se ilumina cuando se utilizan los datos de los procesos MIG o TIG de la tarjeta de memoria.
D. Uso de la tarjeta de memoria opcional
1. Inserción de la tarjeta de memoria
a. Levante y mantenga abierta la tapa de la ranura para la tarjeta de memoria.
b. Inserte la tarjeta de memoria en la ranura (empuje la tarjeta hasta el fondo de la ranura y suéltela).
c. Cierre la tapa de la ranura para la tarjeta de memoria.
2. Extracción de la tarjeta de memoria
a. Levante y mantenga abierta la tapa de la ranura para la tarjeta de memoria.
b. Empuje y suelte la tarjeta de memoria para expulsarla.
c. Sujete la tarjeta de memoria y retírela de la ranura.
d. Cierre la tapa de la ranura para la tarjeta de memoria.
3. Utilización de tarjetas de programas opcionales
a. Inserte la tarjeta de programa opcional en la ranura.
b. Seleccione el alimentador de alambre como se indica a continuación:
Pulse el botón LEFT (Izquierdo) o RIGHT (Derecho) situado en el alimentador (únicamente en el alimentador dual).
o
Pulse el botón SIDE SELECT (Selección de lado) en la fuente de poder hasta que el lado deseado del alimentador de alambre se ilumine.
c. Seleccione el proceso de soldadura pulsando el botón MIG TYPE (Tipo MIG) en el panel delantero de la fuente de poder hasta que el
proceso deseado se ilumine.
La leyenda CARD se encenderá en el panel delantero de la fuente de poder (también en el panel del alimentador) para indicar que se está
utilizando el programa opcional de la tarjeta de memoria.
d. Seleccione el diámetro del alambre, si corresponde, de la siguiente manera: Pulse el botón WIRE DIA (Diámetro del alambre) en el panel
delantero de la fuente de poder hasta que el diámetro de alambre deseado se encienda.
. Algunas tarjetas de programas opcionales solo admiten un diámetro de alambre único, en este caso, se iluminará solo esa medida.
e. Retire la tarjeta de memoria para volver al funcionamiento normal.
4. Uso de la tarjeta de funciones opcionales
a. Inserte la tarjeta de funciones opcionales.
b. Las funciones opcionales aparecerán en el voltímetro del alimentador.
c. Gire la perilla de control de la velocidad del alambre para activar o desactivar la función.
d. Retire la tarjeta.
. Una sola tarjeta puede ser utilizada para activar o des activar funciones en varias máquinas.
5. Actualización del software de la tarjeta (actualización del software del sistema)
a. Inserte la tarjeta de actualización del software en la ranura.
b. Para ejecutar la actualización del software, mantenga pulsado el botón LOAD en el panel delantero de la fuente de poder hasta que
aparezca la leyenda ”UPd” en la pantalla de LED de 7 segmentos.
c. Espere a que la actualización de software finalice (aproximadamente dos minutos).
. Durante la actualización del software, las pantallas de los paneles delanteros de la fuente de poder y el alimentador pueden mostrar las leyendas
”H99”, ”H98”, ”UPd” o quedar en blanco durante un breve período de tiempo. Esto es normal durante la actualización del software. No retire la
tarjeta de memoria hasta que la actualización de software se haya completado. No apague la fuente de poder hasta que la actualización de
software se haya completado.
d. Retire la tarjeta de memoria.

OM−236 891 Página 48
E. Posiciones de memoria
1. Botones de selección de las posiciones de memoria 1 a 4
Estos son los lugares destinados a almacenar los ajustes del proceso de soldadura para facilitar el acceso. Pulse estos botones para convocar los valores de
ajuste almacenados en la unidad. Sólo una posición de memoria puede estar activa durante la utilización de la unidad. El número al lado del botón se ilumina
para indicar la posición de memoria activada. Los valores de ajuste de la configuración de la unidad se guardan automáticamente en la posición de memoria
activa un segundo después de cualquier cambio que se haga a cualquiera de los controles del panel delantero. Esta característica permite que la unidad
recuerde la configuración preferida de un operario. Además, estos ajustes pueden convocarse en cualquier momento seleccionando la posición de memoria
pertinente y el proceso y lado del alimentador apropiados. Al seleccionar un proceso como STICK, TIG, MIG lado izquierdo del alimentador, o MIG lado
derecho, habrá cuatro posiciones de memoria disponibles para su selección con un total de 16 posiciones para un alimentador doble. En cambio, un
alimentador simple solo dispone de 12 posiciones de memoria.
2. Restablecimiento de la posición de memoria
Si se mantiene pulsado el botón de la posición de memoria durante más de dos segundos se restablecerán los ajustes predefinidos en fábrica para el
actual proceso de soldadura de esa posición de memoria en particular. La luz correspondiente a dicha posición de memoria se apaga y volverá a
encenderse cuando el proceso de restablecimiento haya concluido.
F. Controles de los procesos de soldadura con electrodos convencionales (Stick) y TIG
1. Botón de selección del proceso con electrodos convencionales [STICK]
Pulse este botón para activar los controles del proceso de soldadura con electrodos convencionales. La leyenda STICK bajo el botón se ilumina, así
como también la correspondiente al tipo de electrodo y el símbolo verde ubicado por encima de la perilla de ajuste del amperaje. El operario debe
escoger el tipo de electrodo y ajustar la perilla del amperaje al valor apropiado para la aplicación dentro de un rango de 40 a 400 A.
2. Botón de selección del tipo de electrodo en proceso Stick [ELECTRODE]
Pulse este botón para escoger el tipo de electrodo (EXX10 o EXX18). La leyenda por encima o por debajo del botón se iluminará según el tipo de
electrodo que se haya activado. Este botón se activa únicamente si se ha seleccionado el proceso de soldadura Stick y sólo entonces se iluminará la
leyenda que indica el tipo de electrodo.
3. Funciones ajustables DIG y Hot Start
Las funciones ajustables DIG y Hot Start se activan con el proceso STICK de soldadura convencional con electrodos. La configuración tanto para DIG como
para Hot Start en el electrodo EXX10 y EXX18 son independientes (cada función tiene sus propios ajustes). Para acceder a los ajustes de las funciones DIG y
Hot Start, proceda como se indica a continuación:
a. En el modo STICK, mantenga presionado el botón STICK durante dos segundos. La pantalla AMPS mostrar el ajuste de la función de penetración
DIG con el punto decimal a la derecha iluminado. El valor predefinido de DIG es 40.
b. Gire la perilla de ajuste del amperaje para modificar el ajuste de DIG. El rango de ajuste es de 0 a 99.
c. Mientras visualiza el ajuste de la función DIG, pulse el botón STICK para acceder a la función Hot Start. La pantalla AMPS mostrará el ajuste de la
función de arranque en caliente Hot Start con el punto decimal a la derecha iluminado. El ajuste predefinido en fábrica es 1,3.
d. Gire la perilla de ajuste del amperaje para modificar el ajuste de Hot Start. El rango de ajuste es de 0 a 2.
e. Pulse el botón STICK o cualquier otro botón de la interfaz para salir del ajuste de las funciones DIG y Hot Start.
4. Pantalla del amperímetro
La pantalla se enciende, y muestra el ajuste del amperaje, tras seleccionar un proceso de soldadura TIG o convencional con electrodos (Stick). Si se
ha seleccionado algún proceso MIG, aparecerán guiones que indican que la pantalla está inactiva; sin embargo, el amperaje real aparece mientras se
suelda, independientemente del proceso de soldadura seleccionado. El amperaje medido justo antes de finalizar una pasada de soldadura
permanecerá en la pantalla hasta 10 segundos después de su terminación.
5. Perilla de ajuste del amperaje
Use esta perilla para escoger el amperaje tanto para proceso TIG como convencional. Para aumentar el amperaje, gire la perilla a la derecha; para
reducirlo, a la izquierda. El ajuste del amperaje se activa cuando el símbolo verde por encima de la perilla se ilumina. Si se enchufa un control remoto al
conector de 14 patillas, la unidad ajustará automáticamente la salida en base a la configuración de un control principal o uno secundario. En esta
configuración, la perilla de ajuste del amperaje de la unidad se convierte en el control principal y establece el amperaje de salida máximo de la unidad.
El control remoto pasa a ser el control secundario y puede variar el amperaje entre el 0 y el 100 % del valor prefijado en la perilla de ajuste de la máquina.
. El conector de 14 patillas para control remoto está configurado de fábrica para activarse únicamente en modo TIG. De manera opcional, este
conector también puede ser activado para soldadura convencional con electrodos (vea la sección 4-4).
6. Botón de selección del proceso TIG
Pulse este botón para activar los controles del proceso de soldadura TIG. La leyenda TIG bajo el botón se ilumina, así como también la
correspondiente al método de inicio del arco que se ha activado y el símbolo verde ubicado por encima de la perilla de ajuste del amperaje. El operario
debe escoger el método de arranque y ajustar la perilla del amperaje al valor apropiado para la aplicación dentro de un rango de 10 a 350 A. Una vez
seleccionado el proceso TIG y conectado un control remoto de corriente/contactor, debe pulsar el botón TIG durante más de dos segundos para
mostrar el amperaje efectivo, el cual dependerá del valor seleccionado con la perilla de control de amperaje de la unidad y del ajuste en el control
remoto previamente conectado.
7. Botón de selección del método de inicio del proceso TIG
Pulse este botón para escoger el método de inicio del arco, ya sea por alta frecuencia (HF) o Lift Arc. La leyenda por encima o por debajo del botón se iluminará
según el método de arranque activado. Este botón se activa únicamente si se ha seleccionado el proceso TIG y sólo entonces se iluminará la leyenda que
indica el método de arranque.

OM−236 891 Página 49
G. Controles del proceso de soldadura MIG
. La referencia a los controles del lado izquierdo del alimentador o al gatillo del lado izquierdo se aplica tanto al alimentador de alambre simple como
doble. La referencia a los controles del lado derecho del alimentador o al gatillo del lado derecho solo se aplica al alimentador doble.
Los controles en el panel de configuración MIG están activos únicamente en el proceso MIG. Pulse el botón SIDE SELECT (Selección de lado) para
activar el proceso MIG y el lado deseado del alimentador. Las leyendas LEFT (Izquierdo) o RIGHT (Derecho) se iluminarán para indicar el lado
activado del alimentador (cuando se usa un alimentador simple se ilumina únicamente la leyenda LEFT). Los controles del proceso de soldadura MIG
también se pueden activar en el panel delantero del alimentador pulsando LEFT o RIGHT, o pulsando el lado izquierdo o derecho del gatillo de la
antorcha (vea la sección 5-7A). Los controles del panel de configuración MIG de la fuente de poder deben seleccionarse en orden de izquierda a
derecha, empezando por el tipo de proceso MIG y terminando con la selección del gatillo.
1. Botón de selección del tipo de proceso MIG [MIG TYPE]
Pulse el botón MIG TYPE (Tipo de proceso MIG) para escoger el proceso (FCAW, MIG, RMD o PULSE). La leyenda a la derecha de este botón se
ilumina para indicar el proceso que ha activado:
FCAW: proceso de soldadura con alambre con núcleo fundente protegida por gas.
MIG (GMAW): proceso de soldadura estándar por cortocircuito o rociado.
RMDt (Deposición regulada de metal): proceso de soldadura por cortocircuito modificado.
PULSE (GMAW−P): proceso de soldadura pulsante Pro−Pulset.
2. Botón de selección del tipo de alambre
Pulse el botón GAS TYPE para escoger el gas de protección. A medida que se pulsa este botón se iluminan únicamente las selecciones de gas
disponibles en una determinada columna de la tabla de gas en base al proceso MIG seleccionado y al TIPO Y DIÁMETRO DEL ALAMBRE
SELECCIONADO. La leyenda se ilumina para cualquier proceso MIG seleccionado excepto el FCAW.
3. Botón de selección del diámetro del alambre [WIRE DIA]
Pulse el botón WIRE DIA para escoger el diámetro del alambre (0.035, 0,040, ó 0.045). La leyenda por encima o por debajo del botón se iluminará
según el diámetro de alambre seleccionado. Esta selección es necesaria para todos los tipos de procesos MIG, excepto el FCAW.
4. Botón de selección del tipo de gas [GAS TYPE]
Pulse el botón GAS TYPE para escoger el gas de protección. A medida que se pulsa este botón se iluminan únicamente las selecciones de gas
disponibles en una determinada columna de la tabla de gas en base al proceso MIG seleccionado y al TIPO Y DIÁMETRO DEL ALAMBRE
SELECCIONADO. La leyenda se ilumina para cualquier proceso MIG seleccionado excepto el FCAW.
5. Tabla de selección de gas
La tabla de selección de gas permite escoger el gas de protección disponible. Para cualquier proceso MIG, excepto el FCAW, las opciones de gas
están dispuestas en columnas, primero según el tipo de alambre y luego de acuerdo al proceso MIG seleccionado. La leyenda con el tipo de gas se
ilumina para indicar el gas seleccionado. Las opciones del gas de protección son las siguientes:
C8−C15 (92 % argón/8 % CO
2
hasta 85 % argón/15 % CO
2
)
C20 (80 % argón/20 % CO
2
)
C25 (75% Argon/25% CO
2
)
100% CO
2
C2 (98 % argón/2 % CO
2
)
98/2 Ox (98 % argón/2 % O
2
)
TRI H (90 % helio/7,5 % argón/2,5 % CO
2
)
TRI A (81 % argón/18 % helio/1 % CO
2
)
6. Botón de selección del gatillo [TRIGGER SELECT]
Pulse el botón TRIGGER SELECT para activar o desactivar la función de selección del gatillo para las posiciones de memoria 1 a 4. La leyenda por
encima o por debajo del botón, ya sea ON u OFF, se ilumina para indicar el encendido o apagado, respectivamente, de la función de retención del
gatillo. Esta característica debe tener por lo menos dos posiciones de memoria habilitadas para poder desempeñar su función (se pueden habilitar
hasta cuatro posiciones de memoria con la selección del gatillo). Antes de comenzar a soldar se deben cargar los tipos de proceso MIG deseados y el
ajuste de los parámetros en cada posición de memoria. El ajuste de los parámetros (voltaje/longitud del arco y velocidad de alimentación del alambre)
se realizan en el panel delantero del alimentador de alambre (vea la sección 5-7). Una vez definidos los parámetros, rápidamente apriete y suelte el
gatillo de la antorcha, en menos de 0,2 segundos sin soldar, para seleccionar la siguiente posición de memoria habilitada. Si el gatillo de la antorcha es
presionado durante 0,2 segundos o más, la posición de memoria no avanzará y los parámetros conservarán sus ajustes actuales.
7. Botón de selección del lado [SIDE SELECT]
Pulse el botón SIDE SELECT para escoger el proceso MIG y el lado de un alimentador doble (en el alimentador simple se ilumina únicamente el lado
izquierdo LEFT).
8. Dual Schedule (Programa doble)
Para usar la función Dual Schedule, enchufe el interruptor en la antorcha y escoja el tipo de proceso MIG con las selecciones y parámetros necesarios
con el interruptor en una posición. A continuación, mueva la posición del interruptor y seleccione nuevamente el tipo de proceso MIG con las
selecciones y parámetros necesarios. Esencialmente, hay dos programas almacenados en la posición de memoria seleccionada.

OM−236 891 Página 50
5-3. Ejemplo de selección de la configuración de un proceso con electrodos
convencionales (Stick)
. Sólo se pueden modificar los
controles iluminados.
1 Proceso Stick activo
2 Electrodo seleccionado: EXX10
3 Ajuste del amperaje: 350 A
4 Posición de memoria activada: 1
1
2
34
Ref. 252 611-A
350

OM−236 891 Página 51
5-4. Ejemplo de selección de la configuración de un proceso TIG
. Sólo se pueden modificar los
controles iluminados.
1 Proceso TIG activo
2 Método de inicio del arco
seleccionado: HF
3 Ajuste del amperaje: 350 A
4 Posición de memoria activada: 2
1
23
4
350

OM−236 891 Página 52
5-5. Ejemplo Nº 1 de selección de la configuración de un proceso MIG
. Sólo se pueden modificar los
controles iluminados.
1 Proceso MIG activo
2 Material de base seleccionado:
acero al carbono
3 Diámetro del alambre
seleccionado: 0.035
4 Tipo de gas seleccionado: C8−C15
5 Selección del gatillo encendida
6 Selección de lado: izquierdo
7 Posición de memoria activada: 3
7
1
2
3
6
5
4
252 611-A

OM−236 891 Página 53
5-6. Ejemplo Nº 2 de selección de la configuración de un proceso MIG
. Sólo se pueden modificar los
controles iluminados.
1 Proceso MIG Pro−Pulse activo
2 Material de base seleccionado:
acero inoxidable
3 Diámetro del alambre
seleccionado: 0,035
4 Tipo de gas seleccionado: TRI−H
5 Selección del gatillo encendida
6 Selección de lado: izquierdo
7 Posición de memoria activada: 4
252 611-A
7
1
2
3
4
5
6

OM−236 891 Página 54
5-7. Controles del alimentador de alambre
A. Controles del panel delantero
. Sólo se pueden modificar los
controles iluminados.
1 Botón de selección de los controles
del lado izquierdo
2 Pantalla de voltaje y longitud del arco
3 Perilla de ajuste del voltaje y la
longitud del arco
4 Botón de selección de los controles
del lado derecho*
5 Pantalla de velocidad de alimentación
del alambre
6 Perilla de ajuste de la velocidad de
alimentación del alambre
7 Indicador de tarjeta de memoria
8 Indicador del tipo de proceso MIG
9 Botón de avance lento
10 Botón de selección de la función de
retención del gatillo
11 Botón de purga
12 Botón de selección de memoria e
indicador de posición
*Únicamente para alimentador doble
10 1413
6
4
1211
1
9
7
5
8
2
3
252 614-A

OM−236 891 Página 55
1. Botón de selección de los controles del lado izquierdo
Pulse este botón para activar los controles del lado izquierdo del alimentador de alambre. Se iluminarán las leyendas LEFT (bajo el botón) y los símbolos
azules por encima de las perillas de ajuste de voltaje/longitud del arco y de la velocidad de alimentación del alambre. Vea el procedimiento para seleccionar los
parámetros apropiados para el tipo de proceso MIG en la sección 5-2. Al pulsar el gatillo del lado izquierdo de la antorcha también se activan los controles de
dicho lado.
Para activar el control del arco en modos PULSE o RMD se debe mantener pulsado el botón de selección del lado izquierdo durante más de dos
segundos. La pantalla inferior mostrará “ARC” y el valor del control del arco aparecerá en la pantalla superior. El parámetro puede ajustarse entre −25 y
+25 con “0” como valor nominal. Aumentar el valor del control del arco incrementa el ancho del cono del arco y, en consecuencia, los efectos de la
longitud del arco (distancia entre el extremo del electrodo y la pieza). Reducir el valor del control del arco disminuye el ancho del cono del arco y, en
consecuencia, los efectos de la longitud del arco (distancia entre el extremo del electrodo y la pieza).
Para activar el control de la inductancia en modos MIG o FCAW se debe mantener pulsado el botón de selección del lado izquierdo durante más de dos
segundos. La pantalla inferior mostrará “IND” y el valor del control de la inductancia aparecerá en la pantalla superior. El parámetro puede ajustarse entre 0 y 99
y su valor nominal es un dato específico del programa. Un incremento en la inductancia disminuirá la cantidad de transferencias por cortocircuito por segundo
(mientras no se hagan otros cambios) e incrementará el tiempo en que el arco está encendido. El aumento en el tiempo del arco encendido hace más fluido el
charco de la soldadura. Una reducción en la inductancia aumentará la cantidad de transferencias por cortocircuito por segundo (mientras no se hagan otros
cambios) e incrementará el tiempo en que el arco está encendido. La disminución en el tiempo del arco encendido reduce la fluidez del charco de la soldadura.
2. Pantalla VOLTS/ARC LENGTH (Voltaje/longitud del arco)
Esta pantalla muestra el ajuste del voltaje para los procesos MIG y FCAW (10 a 44 voltios), y muestra la longitud del arco para los procesos RMD y Pro−Pulse
(−3 a +3 en incrementos de 0,1 con “0” como valor nominal). El voltaje real del arco puede visualizarse mientras se suelda y permanece en la pantalla hasta 10
segundos después de extinguido el arco de la soldadura. Si se ha seleccionado algún otro proceso de soldadura, aparecerán guiones en la pantalla.
3. Perilla de ajuste del voltaje y longitud del arco
Use esta perilla para ajustar el voltaje deseado (10 a 44 voltios) o la longitud del arco (−3 a +3 en incrementos de 0,1 con “0” como valor nominal) en
función del tipo de proceso MIG seleccionado. Para aumentar el voltaje/longitud del arco, gire la perilla a la derecha; para reducirlos, a la izquierda. El
ajuste del voltaje y la longitud del arco se activan cuando el símbolo verde por encima de la perilla se ilumina. El ajuste puede diferir para los lados
izquierdo y derecho, y la unidad conservará estos valores para ambos lados.
4. Botón de selección de los controles del lado derecho (únicamente para alimentador doble)
Pulse este botón para activar los controles del lado izquierdo del alimentador de alambre. Se iluminarán las leyendas RIGHT (bajo el botón) y los
símbolos azules por encima de las perillas de ajuste de voltaje/longitud del arco y de la velocidad de alimentación del alambre. Vea el procedimiento
para seleccionar los parámetros apropiados para el tipo de proceso MIG en la sección (+). Al pulsar el gatillo del lado derecho de la antorcha también se
activan los controles de dicho lado.
Para activar el control del arco en modos PULSE o RMD se debe mantener pulsado el botón de selección del lado derecho durante más de dos
segundos. La pantalla inferior mostrará “ARC” y el valor del control del arco aparecerá en la pantalla superior. El parámetro puede ajustarse entre −25 y
+25 con “0” como valor nominal. Aumentar el valor del control del arco incrementa el ancho del cono del arco y, en consecuencia, los efectos de la
longitud del arco (distancia entre el extremo del electrodo y la pieza). Reducir el valor del control del arco disminuye el ancho del cono del arco y, en
consecuencia, los efectos de la longitud del arco (distancia entre el extremo del electrodo y la pieza).
Para activar el control de la inductancia en modos MIG o FCAW se debe mantener pulsado el botón de selección del lado izquierdo durante más de dos
segundos. La pantalla inferior mostrará “IND” y el valor del control de la inductancia aparecerá en la pantalla superior. El parámetro puede ajustarse entre 0 y 99
y su valor nominal es un dato específico del programa. Un incremento en la inductancia disminuirá la cantidad de transferencias por cortocircuito por segundo
(mientras no se hagan otros cambios) e incrementará el tiempo en que el arco está encendido. El aumento en el tiempo del arco encendido hace más fluido el
charco de la soldadura. Una reducción en la inductancia aumentará la cantidad de transferencias por cortocircuito por segundo (mientras no se hagan otros
cambios) e incrementará el tiempo en que el arco está encendido. La disminución en el tiempo del arco encendido reduce la fluidez del charco de la soldadura.
5. Pantalla de velocidad de alimentación del alambre
Esta pantalla muestra el ajuste de la velocidad de alimentación del alambre cuando se selecciona cualquiera de los tipos de proceso MIG (la pantalla
permanece en blanco cuando se seleccionan otros procesos). El rango de velocidad de alimentación de alambre que se puede mostrar es 50 a 780
pulg./min. (1,3 a 19,8 m/min.). Cuando se pulsa el botón de avance lento, el valor de esta velocidad también aparece en la pantalla.

OM−236 891 Página 56
6. Perilla de ajuste de la velocidad de alimentación del alambre
Use esta perilla para ajustar la velocidad del alambre deseada [50 a 780 pulg./min. (1,3 a 19,8 m/min.)]. Para aumentar la velocidad de alimentación del
alambre, gire la perilla a la derecha; para reducirla, a la izquierda. El ajuste de la velocidad del alambre se activa cuando el símbolo azul por encima de la perilla
se ilumina. El ajuste puede diferir para los lados izquierdo y derecho (y para el tipo de proceso MIG), y la unidad conservará estos valores para ambos lados.
7. Indicador de tarjeta de memoria
La leyenda CARD se ilumina cuando se utilizan los datos del proceso MIG de la tarjeta de memoria.
8. Indicador del tipo de proceso MIG
Una de las leyendas FCAW, MIG, RMD o PULSE se ilumina para indicar qué tipo de proceso MIG se ha seleccionado en la fuente de poder para soldadura
(vea la sección 5-2). Ninguna leyenda se ilumina cuando se escogen otros procesos.
9. Botón de avance lento [JOG]
Mantenga pulsado este botón para hacer avanzar lentamente el alambre en el lado izquierdo o derecho en función del lado activo seleccionado. Gire la
perilla de ajuste de la velocidad de alimentación del alambre para cambiar la velocidad de avance. Para aumentar la velocidad de avance lento, gire la
perilla a la derecha; para reducirla, a la izquierda. Suelte el botón para detener la operación de avance lento y la pantalla volverá a mostrar el ajuste
inicial de la velocidad del alambre.
El avance lento del alambre también se inicia manteniendo pulsado el gatillo de la antorcha MIG sin establecer un arco. Si se mantiene pulsado el gatillo
de la antorcha sin establecer un arco, el alimentador arrancará automáticamente en avance lento después de 2 segundos.
Función Auto Jog (Avance lento automático)
S Para activar la función de avance lento automático, debe pulsar simultáneamente los botones de avance lento y de retención del gatillo. El lado
izquierdo o derecho (únicamente en el alimentador doble) impulsará automáticamente una cantidad preestablecida de alambre a velocidad reducida
según cuál lado activo esté seleccionado. La pantalla VOLTS/ARC LENGTH mostrará la cuenta regresiva con la cantidad de alambre restante en
pasos de 0.1 pie (0,01 m) a partir del valor predefinido. La longitud de alambre predefinida es de 15.3 pies (4,7 m), pero pued modificarse dentro de un
rango de 5 a 30 pies (1,5 a 9,1 m) mediante la perilla VOLTS/ARC LENGTH. Para aumentar la cantidad de alambre, gire la perilla a la derecha; para
reducirla, a la izquierda. La pantalla VOLTS/ARC LENGTH mostrará la cantidad de alambre definida por un corto tiempo después de su ajuste. Si no
se realizan más cambios en la longitud del alambre después de un segundo la unidad reanudará la cuenta regresiva. La velocidad de avance lento
también puede ajustarse entre 50 y 780 pulg./min. (1,3 a 19,8 m/min.) con la perilla de ajuste de velocidad, y su valor se visualiza en la pantalla de la
velocidad del alambre.
10. Botón de selección de la función de retención del gatillo [TRIGGER HOLD]
Pulse este botón para activar/desactivar la función de retención del gatillo. La leyenda por encima o por debajo del botón, ya sea ON u OFF, se ilumina
para indicar el encendido o apagado, respectivamente, de la función de retención del gatillo. Cuando la función de retención del gatillo está activada, el
gatillo de la antorcha debe presionarse durante al menos medio segundo, pero no más de seis segundos. Tras soltar el gatillo de la antorcha se activa la
función de retención del gatillo. Para dejar de soldar, pulse el gatillo de la antorcha. Para dejar de soldar pulse el gatillo de la antorcha al menos medio
segundo, pero no más de seis segundos, y suelte.
11. Botón de purga [PURGE]
Pulse este botón para purgar las tuberías del gas de protección antes de soldar y para predefinir la presión de gas en el regulador, tanto para el lado
izquierdo como el derecho (únicamente alimentador doble). Si se ha seleccionado el proceso de soldadura TIG, este botón también purgará el
solenoide de gas para TIG situado en la fuente de poder. Suelte el botón para detener la operación de purga.
Purga temporizada
S Para activar la función de purga temporizada, debe pulsar simultáneamente los botones PURGE y TRIGGER HOLD. La pantalla VOLTS/ARC
LENGTH mostrará la cuenta regresiva con el tiempo restante en pasos de 1 segundo a partir del valor predefinido. El tiempo de purga
predefinido es de 30 segundos, pero se puede cambiar dentro de un rango de 5 a 60 segundos con la perilla VOLTS/ARC LENGTH. Para
aumentar el tiempo, gire la perilla a la derecha; para reducirlo, a la izquierda. La pantalla VOLTS/ARC LENGTH mostrará el tiempo definido
después de su ajuste. Si no se realizan más cambios en el tiempo después de un segundo la unidad reanudará la cuenta regresiva.
12. Botón de selección de memoria e indicador de posición
Pulse este botón para desplazarse por las configuraciones de la unidad almacenadas en las posiciones 1 a 4. Este botón sólo puede convocar
configuraciones y no se puede utilizar para restaurar la configuración predefinida de fábrica a una posición de memoria (vea la sección 5-2). El número
próximo a la tecla se ilumina para indicar la posición de memoria activa.

OM−236 891 Página 57
5-8. Ajuste del preflujo y el postflujo
. El postflujo no funcionará sin un inicio del arco.
Los tiempos del preflujo y el postflujo se pueden configurar para cada una de las salidas TIG e izquierda y derecha del alimentador de alambre. Estos
tiempos son ajustes globales (es decir, todas las ranuras de memoria comparten los tres mismos ajustes del preflujo y el postflujo; no es posible
establecer diferentes tiempos de postflujo para cada ranura de memoria).
La unidad se envía con la configuración estándar (la pantalla muestra “Std”). En la configuración estándar, los tiempos del preflujo y el postflujo se
calculan automáticamente como se indica a continuación:
Preflujo
El preflujo está activado únicamente en el modo de arranque por alta frecuencia HF. Para el proceso TIG, el tiempo de preflujo está ajustado en 0,1
segundos en la configuración estándar.
Para procesos con alambre, los tiempos del preflujo están fijados en 0,25 segundos, el cual es un ajuste predefinido en los programas de soldadura.
Postflujo
Para el proceso TIG, el tiempo de postflujo es una función de la corriente de salida, donde el tiempo mínimo es de 8 segundos para 0 a 175 A y aumenta
linealmente desde 8 segundos para 175 A hasta 16 segundos para 350 A.
Para procesos con alambre, el tiempo de postflujo es una función de la velocidad de alimentación del alambre, donde el tiempo mínimo es de 8
segundos para 0 a 9,9 mpm y aumenta linealmente desde 8 segundos para 390 pulg./min. hasta 16 segundos para 780 pulg./min.
Pre
Std
PSt
Std
252 614-A

OM−236 891 Página 58
Para ajustar los tiempos de preflujo y postflujo, proceda como se indica a continuación:
1. Seleccione la salida deseada: TIG, LEFT (Izquierda) o RIGHT (Derecha).
2. Mantenga pulsado el botón de purga PURGE, el solenoide de gas se abrirá.
3. Gire la perilla de la velocidad de alimentación del alambre o la del voltaje, el solenoide de gas se cerrará.
La unidad mostrará ”PrE” en la pantalla del voltaje y el ajuste del preflujo en la pantalla de la velocidadde alimentación (la primera vez aparecerá
”Std”).
4. Suelte el botón de purga.
5. Para ajustar el tiempo del preflujo al valor deseado, gire la perilla de la velocidad de alimentación del alambre.
Las opciones disponibles son ”Std” y 0,9 a 10,0 segundos.
Si la selección del gatillo (TRIGGER) está activada, habrá un tiempo mínimo de preflujo de 0,25 segundos aún cuando se haya programado 0,0
segundos.
6. Gire la perilla del voltaje para cambiar de preflujo a postflujo.
La pantalla del voltaje mostrará PSt.
7. Para ajustar el tiempo del postflujo al valor deseado, gire la perilla de la velocidad de alimentación del alambre.
Las opciones disponibles son ”Std” y 0 a 60 segundos.
8. Pulse cualquier botón para volver a la pantalla normal.

OM−236 891 Página 59
5-9. Ejemplo de activación del lado izquierdo del alimentador de alambre
. Sólo se pueden modificar los
controles iluminados.
1 Activación de los controles del lado
izquierdo
2 Proceso MIG seleccionado
3 Función de retención del gatillo
desactivada
4 Posición de memoria activada: 1
4
3
1
2
252 614-A
16.5
225

OM−236 891 Página 60
5-10. Ejemplo de activación del lado derecho del alimentador de alambre (únicamente
alimentador doble)
. Sólo se pueden modificar los
controles iluminados.
1 Activación de los controles del lado
derecho
2 Proceso pulsante seleccionado
3 Función de retención del gatillo
activada
4 Posición de memoria activada: 2
0
150
4
1
2
3
252 614-A

OM−236 891 Página 61
5-11. Ejemplo de configuración del alimentador de alambre sin selección de proceso MIG
. Sólo se pueden modificar los
controles iluminados.
1 No se ha seleccionado ningún
proceso MIG
2 Posición de memoria activada: 3
2
1
252 614-A
---

OM−236 891 Página 62
5-12. Ejemplo de purga temporizada del alimentador de alambre
. Sólo se pueden modificar los
controles iluminados.
1 Los botones PURGE y TRIGGER
HOLD se mantienen pulsados
simultáneamente
2 Perilla de ajuste del tiempo de purga
3 Pantalla con el tiempo de purga
restante
3
2
252 614-A
30
1

OM−236 891 Página 63
5-13. Ejemplo de avance lento automático del alimentador de alambre
. Sólo se pueden modificar los
controles iluminados.
1 Los botones JOG y TRIGGER HOLD
se mantienen pulsados
simultáneamente
2 Perilla de ajuste de la cantidad de
alambre (en pies) en el modo de
avance lento automático
3 Pantalla con la cantidad de alambre
restante en el modo de avance lento
automático
4 Perilla de ajuste de la velocidad de
alimentación del alambre en el modo
de avance lento
5 Pantalla de velocidad de alimentación
del alambre en el modo de avance
lento
3
2
4
5
252 614-A
15.3
780
1

OM−236 891 Página 64
5-14. Parámetros básicos de la PipeWorx 400
Acero
Proceso
Medida
del alambre
pulg. (mm)
Velocidad de alimentación
del alambre
pulg./min. (m/min.)
Largo del arco Gas
de protección
RMD con acero
0,9 (.035)
100-350; nominal = 200
(2.5-8.9; nominal = 5,1)
+3 a −3; nominal = 0
C8 − C15
0,9 (.035) C20
0,9 (.035) C25
0,9 (.035) 150-250; nominal = 200
(3,8-6,4; nominal 5,1)
100% CO
2
1,0 (.040)
100-250; nominal = 175
(2.5-6.4; nominal = 4,4
C8 − C15
1,0 (.040) C20
1,0 (.040) C25
1,0 (.040) 150-250; nominal = 175
(3,8-6,4; nominal 4,4)
100% CO
2
1,1 (.045)
75-250; nominal = 150
(1.9-6.4; nominal 3.8)
C8 − C15
1,1 (.045) C20
1,1 (.045) C25
1,1 (.045) 100-200; nominal = 150
(2.5-5.1; nominal 3.8)
100% CO
2

OM−236 891 Página 65
Acero
ProPulse con acero
utilizando un posicio−
nador (haciendo girar
el tubo)
0.035 (0,9) 100 − 780; nominal = 350
(2,5 − 19,8; nominal = 8,9)
+3 a −3; nominal = 0
C8 − C15
0.040 (1,0) 100 − 780; nominal = 300
(2,5 − 19,8; nominal = 7,6)
C8 − C15
0.040 (1,0) 100 − 780; nominal = 300
(2,5 − 19,8; nominal = 7,6)
C20
0.045 (1,1) 75 − 500; nominal = 250
(1,9 − 12,7; nominal = 6,4)
C8 − C15
ProPulse con acero
soldando en posición
0.035 (0,9) 100 − 780; nominal = 200
(2,5 − 19,8; nominal = 5,1)
C8 − C15
0.040 (1,0) 100 − 780; nominal = 175
(2,5 − 19,8; nominal = 4,4)
C8 − C15
0.040 (1,0) 100 − 780; nominal = 175
(2,5 − 19,8; nominal = 4,4)
C20
0.045 (1,1) 75 − 500; nominal = 150
(1,9 − 12,7; nominal = 3,8)
C8 − C15

OM−236 891 Página 66
Acero Inoxidable
Proceso
Medida
del alambre
pulg. (mm)
Velocidad de alimentación
del alambre
pulg./min. (m/min.)
Largo del arco Gas de
protección
RMD con acero
inoxidable
0.035 (0,9)
100 − 350; nominal = 200
(2,5 − 8,9; nominal = 5,1)
+3 a −3; nominal = 0
C2
0.035 (0,9) 98/2 Ox
0.035 (0,9) Tri−H
0.035 (0,9) Tri−A
0.040 (1,0) 100 − 300; nominal = 175
(2,5 − 7,6; nominal = 4,4)
C2
0.045 (1,1)
75 − 250; nominal = 150
(1,9 − 6,4; nominal = 3,8)
C2
0.045 (1,1) 98/2 Ox
0.045 (1,1) Tri−H
0.045 (1,1) Tri−A

OM−236 891 Página 67
Acero Inoxidable
Proceso
Medida
del alambre
pulg. (mm)
Velocidad de alimentación del
alambre
pulg./min. (m/min.)
Largo del arco
Gas de
protección
ProPulse con acero
inoxidable utilizando un
posicionador (haciendo
girar el tubo)
0.035 (0,9)
100 − 780; nominal = 250
(2,5 − 19,8; nominal = 6,4)
+3 a −3; nominal = 0
C2
0.035 (0,9) 98/2 Ox
0.035 (0,9) Tri−H
0.035 (0,9) Tri−A
0.040 (1,0)
75 − 780; nominal = 300
(1,9 − 19,8; nominal = 7,6)
C2
0.040 (1,0) 98/2 Ox
0.045 (1,1)
75 − 780; nominal = 200
(1,9 − 19,8; nominal = 5,1)
C2
0.045 (1,1) 98/2 Ox
0.045 (1,1) Tri−H
0.045 (1,1) Tri−A

OM−236 891 Página 68
Acero Inoxidable
Proceso
Medida
del alambre
pulg. (mm)
Velocidad de alimentación
del alambre
pulg./min. (m/min.)
Largo del arco
Gas de
protección
ProPulse con acero
inoxidable
(soldando en posición)
0.035 (0,9)
100 − 780; nominal = 200
(2,5 − 19,8; nominal = 5,1)
+3 a −3; nominal = 0
C2
0.035 (0,9) 98/2 Ox
0.035 (0,9) Tri−H
0.035 (0,9) Tri−A
0.040 (1,0)
75 − 780; nominal = 175
(2,5 − 19,8; nominal = 4,4)
C2
0.040 (1,0) 98/2 Ox
0.045 (1,1)
75 − 780; nominal = 150
(1,9 − 19,8; nominal = 3,8)
C2
0.045 (1,1) 98/2 Ox
0.045 (1,1) Tri−H
0.045 (1,1) Tri−A

OM−236 891 Página 69
Alambre con núcleo fundente
Proceso
Medida
del alambre
pulg. (mm)
Girando el tubo/en posición
Velocidad de alimentación
del alambre
pulg./min. (m/min.)
Voltaje Gas de
protección
Alambre c/núcleo
fundente/GMAW
No dependiente 50 − 780; nominal = 250
(1,3 − 19,8; nominal = 6,4)*
24,5 − 32; nominal: 25 No dependiente
Nota: la longitud del arco es la distancia entre el extremo del alambre y el charco de soldadura. La velocidad de
alimentación del alambre y el voltaje son sinérgicos para los procesos RMD y ProPulse. Por lo tanto, al regular
la velocidad del alambre, el voltaje se ajusta automáticamente y no se necesita modificar el arco.
*Vea la mezcla de gases y la velocidad del alambre recomendadas en las especificaciones del fabricante del alambre.
5-15. Procedimientos TIG con inicio del arco por Lift−Arc™ y por cebado de alta frecuencia (HF)
Inicio por Lift Arc
Cuando la luz de la función Lift−Arct
está encendida, inicie el arco como se
indica a continuación:
1 Electrodo TIG
2Pieza
Toque la pieza con el electrodo de
tungsteno en el punto de inicio de la sol-
dadura, active la salida y el gas de
protección con el gatillo de la antorcha,
pedal de control o control de mano (si se
desea algún tipo de control remoto).
Sostenga el electrodo contra la pieza
durante 1 ó 2 segundos, y lentamente
levante el electrodo. El arco se formará
al levantar el electrodo.
El voltaje normal de circuito abierto no
está presente antes de que el electrodo
de tungsteno toque la pieza; sólo habrá
un bajo voltaje de detección. El contac-
tor de estado sólido de la salida no se
activará sino hasta después de que el
electrodo haya tocado la pieza. Esto le
permite al electrodo tocar la pieza sin
sobrecalentarse ni pegarse ni con-
taminarse.
Aplicación:
La función Lift−Arc se utiliza para el
proceso GTAW (TIG) cuando el método
de cebado por alta frecuencia no está
permitido, o para reemplazar el método
de arranque por raspado.
Cebado del arco por HF
Cuando la luz de la leyenda HF (cebado
por HF) está encendida, inicie el arco
como se indica a continuación:
El cebado por alta frecuencia se encien-
de para ayudar a iniciar el arco cuando
se activa la salida. El circuito de alta
frecuencia se apaga una vez estab-
lecido el arco y se vuelve a encender
para ayudar a reestablecer el arco toda
vez que éste se apague.
Aplicación:
El cebado por alta frecuencia se utiliza
en el proceso GTAW DCEN cuando se
requiere un método de inicio del arco sin
contacto.
1
¡NO inicie el arco raspando
como si fuera un cerillo!
2
Método de inicio por Lift Arc
“Tocar”
1 − 2
segundos

OM−236 891 Página 70
SECCIÓN 6 − MANTENIMIENTO Y SOLUCIÓN DE AVERÍAS
Antes de realizar tareas de mantenimiento desconecte
la alimentación.
6-1. Mantenimiento de rutina
n = Verifique ~ = Limpie l = Reemplace
Cada 3
meses
l Etiquetas ilegibles ~ Terminales de soldadura nl Cable de soldadura l Piezas con fisuras
n Cordón con enchufe de 14
patillas
n Manguera de gas y
accesorios de conexión
n Cable de la antorcha
l Piezas fisuradas
en el portaelectrodos
l Cuerpo de la antorcha
fisurado
Cada 6
meses
o
~ Dentro de la unidad ~ Rodillos de alimentación
6-2. Limpieza del interior de la unidad con aire comprimido
No desmonte las cubiertas
cuando limpie el interior de
la unidad con aire
comprimido.
Al usar aire comprimido, dirija el
flujo del aire a través de las rejillas
delanteras y traseras de la unidad
como se muestra.
Ref. 805 142−A

OM−236 891 Página 71
6-3. Restauración de los valores predefinidos de fábrica
Sistema completo
Para realizar el restablecimiento completo de todos los valores predefinidos en fábrica, pulse simultáneamente, durante más de cuatro segundos, los
botones de las posiciones de memoria 1 y 4 en la fuente de poder. La pantalla mostrará “rSt” y luego guiones cuando el restablecimiento haya
concluido.
Restauración de las posiciones de memoria
Vea el procedimiento de restauración en la sección 5-2 E2.
6-4. Visualización de la revisión del software
Para ver la versión de software, pulse simultáneamente los botones MIG TYPE y SIDE SELECT situados tras la puerta de la fuente de poder.
6-5. Procedimiento de calibración de la fuente de poder
Solamente el personal calificado debe instalar, utilizar, mantener y reparar esta máquina.
A. Equipos necesarios
1. Voltímetro para CC calibrado y amperímetro de pinza para CC (por ejemplo, el Fluke 337)
2. Tarjeta de calibración
3. Cable de cortocircuito (AWG 2/0 ó 70 mm2)
B. Procedimiento de calibración
1. Desconecte los cables de todos los pernos de salida.
2. Encienda el sistema de soldadura.
3. Inserte la tarjeta de calibración.
a. Levante y mantenga abierta la tapa de la ranura para la tarjeta de memoria.
b. Inserte la tarjeta de memoria en la ranura (empuje la tarjeta hasta el fondo de la ranura y suéltela).
c. Cierre la tapa de la ranura para la tarjeta de memoria.
d. La fuente de poder mostrará “CAL”.
4. Calibre el voltaje para el proceso MIG de la siguiente manera:
a. Conecte el voltímetro entre el perno de la salida MIG (en la parte posterior de la unidad) y el perno de la masa (delantero central).
b. Pulse el botón de la memoria 1 en el panel delantero de la fuente de poder. Deberá medirse el voltaje de circuito abierto entre el perno de
la salida MIG y el perno de masa.
c. Utilice la perilla del panel delantero de la fuente de poder para ajustar el voltaje que aparece en la pantalla al valor medido en el voltímetro.
d. Pulse el botón de la memoria 1 en el panel delantero de la fuente de poder para finalizar la calibración del voltaje MIG.
e. La fuente de poder mostrará “CAL”.
5. Calibre el voltaje para el proceso TIG de la siguiente manera:
a. Conecte el voltímetro entre el perno de masa (delantero central) y el perno de la salida TIG (delantero derecho).
b. Pulse el botón de la memoria 2 en el panel delantero de la fuente de poder. Deberá medirse el voltaje de circuito abierto entre el perno de
la salida TIG y el perno de masa.
c. Utilice la perilla del panel delantero de la fuente de poder para ajustar el voltaje que aparece en la pantalla al valor medido en el voltímetro.
d. Pulse el botón de la memoria 2 en el panel delantero de la fuente de poder para finalizar la calibración del voltaje TIG.
e. La fuente de poder mostrará “CAL”.
6. Calibre el voltaje para el proceso STICK (electrodos convencionales) de la siguiente manera:
a. Conecte el voltímetro entre el perno de masa (delantero central) y el perno de la salida STICK (delantero izquierdo).
b. Pulse el botón de la memoria 3 en el panel delantero de la fuente de poder. Deberá medirse el voltaje de circuito abierto entre el perno de
la salida STICK y el perno de masa.
c. Utilice la perilla del panel delantero de la fuente de poder para ajustar el voltaje que aparece en la pantalla al valor medido en el voltímetro.
d. Pulse el botón de la memoria 3 en el panel delantero de la fuente de poder para finalizar la calibración del voltaje STICK.
e. La fuente de poder mostrará “CAL”.
7. Calibre el amperaje de la siguiente manera:
a. Conecte el cable de cortocircuito entre el perno de masa (delantero central) y el perno de la salida STICK (delantero izquierdo).
b. Coloque el amperímetro de pinza alrededor del cable de cortocircuito.

OM−236 891 Página 72
c. Pulse el botón de la memoria 4 en el panel delantero de la fuente de poder. El amperaje debería fluir por el cable de cortocircuito.
d. Utilice la perilla del panel delantero de la fuente de poder para ajustar el amperaje que aparece en la pantalla al valor medido en el
amperímetro.
e. Pulse el botón de la memoria 4 en el panel delantero de la fuente de poder para finalizar la calibración del amperaje.
f. La fuente de poder mostrará “CAL”.
g. Desconecte el cable de cortocircuito.
8. Retire la tarjeta de calibración de la siguiente manera:
a. Levante y mantenga abierta la tapa de la ranura para la tarjeta de memoria.
b. Empuje y suelte la tarjeta de memoria para expulsarla.
c. Sujete la tarjeta de memoria y retírela de la ranura.
d. Cierre la tapa de la ranura para la tarjeta de memoria.
9. Apague el sistema de soldadura.

OM−236 891 Página 73
6-6. Procedimiento para desmontaje del panel lateral derecho y medición del voltaje en el capacitor
de entrada en los modelos de 230/460 V y 575 V (efectivo a partir del Nº /MA380007G)
Apague la fuente de poder y des-
conecte la alimentación.
1 Panel lateral derecho
Para retirar el panel, quite los tornil-
los de fijación del panel a la unidad.
2 Placa para selección del
voltaje PC10
3 Voltímetro
Mida el voltaje de corriente contin-
ua entre los tornillos de la placa
PC10 (como se muestra en la
figura) hasta que dicho voltaje baje
hasta cerca de 0 (cero) voltios.
Continúe con el trabajo dentro de la
unidad. Vuelva a instalar el panel
lateral derecho cuando haya ter-
minado.
Herramientas necesarias:
5/16 pulg.
Ref. 805 142−A / Ref. 805 145−A
2
2
3
3
Entrada de 230 Vca:
cable (+) al tornillo inferior,
cable (−) al tornillo superior
Entrada de 460 ou 575 Vca:
cable (+) al tornillo inferior derecho,
cable (−) al tornillo superior
izquierdo
Aún después de haber apagado la unidad, los
capacitores pueden quedar con un voltaje
importante de CC. Siempre verifique el voltaje
como se muestra en la figura para asegurarse
de que los capacitores de entrada estén
descargados antes de trabajar en la unidad.
1

OM−236 891 Página 74
6-7. Procedimiento para desmontaje del panel lateral derecho y medición del voltaje en
el capacitor de entrada en los modelos de 575 voltios antes de MA380007G
Apague la fuente de poder y des-
conecte la alimentación.
1 Panel lateral derecho
Para retirar el panel, quite los tornil-
los de fijación del panel a la unidad.
2 Placa para selección del
voltaje PC10
3 Voltímetro
Mida el voltaje de corriente contin-
ua entre los tornillos de la placa
PC10 (como se muestra en la
figura) hasta que dicho voltaje baje
hasta cerca de 0 (cero) voltios.
Continúe con el trabajo dentro de la
unidad. Vuelva a instalar el panel
lateral derecho cuando haya ter-
minado.
Herramientas necesarias:
5/16 pulg.
Ref. 805 142−A / Ref. 805 145−A
Aún después de haber apagado la unidad, los
capacitores pueden quedar con un voltaje
importante de CC. Siempre verifique el voltaje
como se muestra en la figura para asegurarse
de que los capacitores de entrada estén
descargados antes de trabajar en la unidad.
2
3
Cable (+) al tornillo inferior derecho,
cable (−) al tornillo superior izquierdo
1

OM−236 891 Página 75
6-8. Mantenimiento periódico del enfriador
Desconecte el enchufe del enfriador
de la toma de corriente de la fuente
de poder para soldadura antes de
realizar tareas de mantenimiento.
n = Verifique Z = Cambie ~ = Limpie Δ = Repare l = Reemplace
*Debe ser hecho por un agente del servicio técnico autorizado por la fábrica.
Cada 3
meses
~Limpie el filtro del refrigerante.
Aumente la frecuencia de la limpieza
si la unidad trabaja bajo condiciones
adversas (uso continuo, tempera-
turas altas/bajas, ambiente sucio,
etc.). La limpieza incorrecta del filtro
de refrigerante anula la garantía
de la bomba.
~ Limpie con aire comprimido
las aletas del radiador.
nRevise el nivel del refrigerante.
Cada 6
meses
nlMangueras
nl Etiquetas
Cada
12
meses
ZCambie el refrigerante (si usa el refrigerante MILLER).

OM−236 891 Página 76
6-9. Mantenimiento del refrigerante
Desconecte el enchufe del
enfriador de la toma
de corriente de la fuente
de poder para soldadura
antes de realizar tareas
de mantenimiento.
1 Alojamiento del enfriador
2 Cajón del enfriador
Retire los 4 tornillos del frente
del alojamiento del enfriador
y deslice hacia afuera el cajón.
3 Filtro del refrigerante
Desenrosque la carcasa para lim-
piar el filtro y la carcasa.
Procedimiento para cambiar
el refrigerante: drene el refrigerante
inclinando la unidad hacia delante.
Llene con agua limpia y déjela cor-
rer por 10 minutos. Drene
el agua y llene el sistema con ref-
rigerante.
. Si debe reemplazar las
mangueras, use mangueras
compatibles con etilenglicol,
como Buna−n, Neopreno
o Hypalon.
NOTA: las mangueras para
acetileno no son compatibles
con ningún producto que
contenga etilenglicol.
Vuelva a instalar el cajón del en-
friador en el alojamiento.
1
2
801 195-A / Ref. 254 086-A / Ref. 801 194
3

OM−236 891 Página 77
6-10. Códigos para ayuda y diagnóstico de la fuente de poder para soldadura y el alimen-
tador
Ejemplo de pantalla
H10
Código Problema Descripción
H01 Sobrecorriente en el circuito
de alimentación
Indica un funcionamiento defectuoso del circuito de alimentación. Si este código apare-
ce en la pantalla, póngase en contacto con el agente más cercano del servicio técnico
autorizado por la fábrica.
H02 Funcionamiento defectuoso
del sensor de temperatura
Indica que el circuito de protección térmica está funcionando mal. Si este código apare-
ce en la pantalla, póngase en contacto con el agente más cercano del servicio técnico
autorizado por la fábrica.
H03 Sobretemperatura del circuito secun-
dario
Indica que el lado izquierdo de la unidad se ha sobrecalentado. La unidad se ha apaga-
do para permitir que los ventiladores bajen la temperatura del lado izquierdo.
La operación continuará después que la unidad haya alcanzado su temperatura normal
de funcionamiento.
H04 Sobretemperatura del circuito secun-
dario
Indica que la parte inferior de la unidad se ha sobrecalentado. La unidad se ha apagado para
permitir que los ventiladores bajen la temperatura de la parte inferior. La operación continuará
después que la unidad haya alcanzado su temperatura normal de funcionamiento.
H05 Sobretemperatura del circuito princi-
pal
Indica que el lado derecho de la unidad se ha sobrecalentado. La unidad se ha apagado
para permitir que los ventiladores bajen la temperatura del lado derecho. La operación conti-
nuará después que la unidad haya alcanzado su temperatura normal de funcionamiento.
H08 Exceso de voltaje de salida Indica que el circuito de potencia secundario está funcionando mal. Si este código apa-
rece en la pantalla, póngase en contacto con el agente más cercano del servicio técnico
autorizado por la fábrica.
H09 Funcionamiento defectuoso
del detector de corriente
del circuito de alimentación
Indica que el circuito de alimentación está funcionando mal. Si este código aparece en la
pantalla, póngase en contacto con el agente más cercano del servicio técnico autoriza-
do por la fábrica.
H10 Funcionamiento defectuoso
del control del circuito
de alimentación
Indica que el circuito de alimentación está funcionando mal. Si este código aparece en la
pantalla, póngase en contacto con el agente más cercano del servicio técnico autoriza-
do por la fábrica.
H11 Desequilibrio de voltaje
en el capacitor de la alimentación
Indica que el circuito de alimentación está funcionando mal. Si este código aparece en la
pantalla, póngase en contacto con el agente más cercano del servicio técnico autoriza-
do por la fábrica.
H12 Voltaje incorrecto de la línea
de alimentación
Indica que el voltaje de alimentación es muy bajo o que los puentes de selección del
voltaje están mal instalados.
Aumente el voltaje de la línea de alimentación al menos al 90 % del voltaje nominal es-
pecificado.
Compruebe que los puentes de selección de voltaje de la máquina estén en la posición
correcta (vea la sección 4-11).
H25 Ciclo de trabajo Indica que se ha excedido el límite del ciclo de trabajo. La salida de soldadura se inte-
rrumpe y el ventilador de enfriamiento funciona. Espere unos 15 minutos a que la unidad
se enfríe. Antes de soldar reduzca el amperaje, el voltaje, la velocidad del alambre o el
ciclo de trabajo.
H26 Botón de la fuente de poder atascado Indica que el botón de la fuente de poder ha quedado atascado en el encendido. El error
se borrará cuando se libere el botón.
H30 Contactor TIG atascado Indica que el control remoto del contactor del modo TIG está atascado.
El error se borrará cuando el pedal o el control del contactor sean liberados.
H31 Contactor del proceso Stick atascado Indica que el control remoto del contactor del modo Stick está atascado.
El error se borrará cuando el pedal o el control del contactor sean liberados.
H40 Tacómetro izquierdo Indica un error en el tacómetro del motor izquierdo. Revise la carcasa del accionamiento
izquierdo del alimentador y el carrete de alambre para verificar la ausencia de obstruc-
ciones. Si este código continúa apareciendo en la pantalla, póngase en contacto con el
agente más cercano del servicio técnico autorizado por la fábrica.
H41 Tacómetro derecho Indica un error en el tacómetro del motor derecho. Revise la carcasa del accionamiento
derecho del alimentador y el carrete de alambre para verificar la ausencia de obstruccio-
nes. Si este código continúa apareciendo en la pantalla, póngase en contacto con el
agente más cercano del servicio técnico autorizado por la fábrica.

OM−236 891 Página 78
H42 Motor izquierdo Indica un problema en el motor izquierdo. Revise la carcasa del accionamiento izquierdo
del alimentador y el carrete de alambre para verificar la ausencia de obstrucciones. Si
este código continúa apareciendo en la pantalla, póngase en contacto con el agente
más cercano del servicio técnico autorizado por la fábrica.
H43 Motor derecho Indica un problema en el motor derecho. Revise la carcasa del accionamiento derecho
del alimentador y el carrete de alambre para verificar la ausencia de obstrucciones. Si
este código continúa apareciendo en la pantalla, póngase en contacto con el agente
más cercano del servicio técnico autorizado por la fábrica.
H44 Bajo voltaje en la alimentación
del motor
Indica que el voltaje de alimentación es muy bajo o que los puentes de selección del
voltaje están mal instalados.
Aumente el voltaje de la línea de alimentación al menos al 90 % del voltaje nominal es-
pecificado.
Compruebe que los puentes de selección de voltaje de la máquina estén en la posición
correcta (vea la sección 4-11).
Si este código continúa apareciendo en la pantalla, póngase en contacto con el agente
más cercano del servicio técnico autorizado por la fábrica.
H45 Botón del alimentador atascado Indica que el botón del alimentador ha quedado atascado en el encendido. El error se
borrará cuando se libere el botón.
H46 Gatillo izquierdo atascado Indica que el gatillo izquierdo está atascado. El error se borrará cuando se libere el gati-
llo izquierdo.
H47 Gatillo derecho atascado Indica que el gatillo derecho está atascado. El error se borrará cuando se libere el gatillo
derecho.
H48 Falla en el gatillo izquierdo Indica que el gatillo izquierdo se mantuvo demasiado tiempo accionado en marcha lenta
(al menos 60 segundos o 30 pies (9,1 m) de cable).
H49 Falla en el gatillo derecho Indica que el gatillo derecho se mantuvo demasiado tiempo accionado en marcha lenta
(al menos 60 segundos o 30 pies (9,1 m) de cable).
H60 Falla de la tarjeta de memoria Indica la imposibilidad de leer la tarjeta de memoria. Tarjeta de memoria defectuosa o
formato incorrecto.
H61 Error de lectura de archivo Indica un archivo defectuoso en la tarjeta de memoria.
H62 Error de escritura de archivo Indica una tarjeta de memoria llena o defectuosa.
H63 Archivo inválido Indica un archivo inválido en la tarjeta de memoria. El sistema pudo leer el archivo; sin
embargo, el contenido del archivo estaba invalidado. Retire la tarjeta o pulse cualquier
botón para borrar el error.
H64 Tarjeta de memoria bloqueada Indica que se intentó guardar datos en una tarjeta bloqueada. Esto se refiere al interrup-
tor incorporado en la tarjeta de memoria. Elimine el bloqueo de la tarjeta e intente nueva-
mente. Intente con otra tarjeta de memoria. Retire la tarjeta o pulse cualquier botón para
borrar el error. Si este código continúa apareciendo en la pantalla, póngase en contacto
con el agente más cercano del servicio técnico autorizado por la fábrica.
H65 Archivo de solo lectura Indica que se intentó guardar datos en un archivo marcado como de solo lectura. Con-
sulte a la persona adecuada para ver si los atributos son de solo lectura por alguna
razón (los atributos se puede modificar mediante una PC). Use otra tarjeta. Retire la
tarjeta o pulse cualquier botón para borrar el error.
H66 No hay tarjeta de memoria detectada Indica que no se ha detectado una tarjeta de memoria al intentar una operación con una
tarjeta de memoria. Inserte una tarjeta o pulse cualquier botón para borrar el error. Inten-
te con otra tarjeta de memoria. Si este código continúa apareciendo en la pantalla, pón-
gase en contacto con el agente más cercano del servicio técnico autorizado por la fábri-
ca.
H70 Colección de datos de soldadura Indica que la colección de datos de soldadura falta o está incompleta en la fuente de
poder. La colección de datos de soldadura se debe cargar desde una tarjeta de memo-
ria.
H98 Pérdida de la comunicación serie Indica que la comunicación serie se concretó inicialmente pero ahora está funcionando
mal. Revise las conexiones de los cables de control del alimentador de alambre y de la
fuente de poder y ajuste si es necesario. Este problema puede aparecer normalmente
durante las actualizaciones del firmware. Si este código continúa apareciendo en la
pantalla, póngase en contacto con el agente más cercano del servicio técnico autoriza-
do por la fábrica.
H99 Funcionamiento defectuoso de la co-
municación serie
Indica que la comunicación serie está funcionando mal. Si aparece un error en la fuente
de poder y en el alimentador de alambre, es probable que la unidad esté configurada
para una alimentación de 460 Vca pero está conectada a un suministro de 208−230
Vca. Verifique el voltaje de la alimentación y configure la unidad en consecuencia.
Revise las conexiones de los cables de control del alimentador de alambre y de la
fuente de poder y ajuste si es necesario. Este problema puede aparecer normalmente
durante las actualizaciones del firmware. Si este código continúa apareciendo en la
pantalla, póngase en contacto con el agente más cercano del servicio técnico
autorizado por la fábrica.

OM−236 891 Página 79
6-11. Diagnóstico y solución de averías en la fuente de poder para soldadura y en el
alimentador de alambre
Si la fuente de poder y el alimentador de alambre NO funcionan tras haber realizado todas las conexiones, siga las instrucciones indicadas a
continuación antes de comunicarse con el agente de servicio autorizado por la fábrica más cercano:
La fuente de poder está conectada al suministro de energía pero no enciende.
S Si la unidad está conectada directamente a un seccionador de línea o enchufada a una toma de corriente alimentada a través de un seccionador,
verifique que el seccionador o interruptor principal esté cerrado (en la posición ON).
No sale alambre del alimentador por la antorcha.
S Compruebe que el diámetro del alambre coincide con la medida de la ranura de los rodillos de accionamiento.
S Verifique si la tensión mecánica de los rodillos de accionamiento es escasa o excesiva.
S Verifique que la medida del forro de la antorcha sea la correcta para la medida del alambre.
S Verifique que la medida de la punta de contacto sea la correcta para la medida del alambre y que el extremo de la punta de contacto no esté
obstruido.
S Compruebe que el extremo de la antorcha esté bien insertado en el alojamiento del accionamiento del alambre en el alimentador y que la perilla
esté bien ajustada para asegurar el extremo de la antorcha.
La soldadura no es uniforme entre una aplicación y otra.
S Verifique que la pinza de la masa esté conectada a un área limpia, sin pintura, del tubo; si no es así, esmerile una zona del tubo hasta lograr un
área limpia, necesaria para hacer un buen contacto con la masa.
S Trate de que la conexión de la masa con la pieza esté lo más cerca posible de la unión a soldar.
S Compruebe que el cable detector del voltaje esté conectado a la fuente de poder y que la conexión con la masa esté firmemente asegurada.
Verifique que no haya alambres corroídos en la conexión con la masa del cable detector de voltaje que puedan impedir una buena conexión.
S Verifique que el cable detector de voltaje esté separado de los cables de soldadura.
S Compruebe que el ángulo trasero formado por la antorcha y la unión se mantenga dentro de los 15 grados.
S Cuando seleccione el punto de inicio de la soldadura, observe los ajustes recomendados en la sección ”Operación” del manual.
S Los valores recomendados para la preparación y el montaje de la unión a soldar son los siguientes: 1/32 − 1/16 pulg. (0,8 − 1,6 mm) para la separación
entre la periferia del tubo y la abertura de raíz, 1/8 pulg. (3,2 mm) para la abertura de la raíz.
S Consulte el DVD ”Técnicas de soldadura de tuberías”.
Porosidad en el cordón de soldadura.
S Revise el suministro de gas de protección; debe estar abierto y contener una cantidad suficiente de gas.
S Revise el caudal del gas de protección en el regulador.
S Verifique que la presión de gas al alimentador de alambre no supere de 90 psi (621 kPa).
S Revise todas las conexiones del circuito del gas de protección y apriételas si es necesario.
S Retire el extremo de la antorcha del alojamiento del accionamiento del alambre y verifique el estado de las juntas tóricas. Reemplace las que
estén gastadas o faltantes.
S Revise el terminal de potencia de la antorcha y apriételo con una llave.
S Compruebe que el extremo de la antorcha esté bien insertado en el alojamiento del accionamiento del alambre en el alimentador y que la perilla
esté bien ajustada para asegurar el extremo de la antorcha.
S Revise y limpie la boquilla del gas de protección en la antorcha.
S Evite que el viento incida sobre la unión.
Problemas con la alimentación de alambre durante la soldadura. Revise los rodillos de accionamiento y las guías del alambre para
comprobar que coinciden con la medida y el tipo de alambre.
S Revise la tensión mecánica de los rodillos y reajuste si es necesario.
S Compruebe que el extremo de la antorcha esté bien insertado en el alojamiento del accionamiento del alambre en el alimentador y que la perilla
esté bien ajustada para asegurar el extremo de la antorcha.
S Verifique si la tensión mecánica del cubo del carrete de alambre es escasa o excesiva y reajústela si es necesario.
S Asegúrese de que el cable de la antorcha esté lo más recto posible entre el alimentador y la pieza.
S Verifique que la medida de la punta de contacto sea la correcta para la medida del alambre y que el extremo de la punta de contacto no esté
obstruido.
S Verifique que la medida del forro de la antorcha sea la correcta para la medida del alambre. Compruebe que el forro no esté sucio ni dañado.
Limpie o reemplace el forro si es necesario.

OM−236 891 Página 80
6-12. Solución de averías de la fuente de poder para soldadura
Problema Solución
No hay salida de soldadura; la unidad
está fuera de servicio.
Coloque el seccionador de la línea de suministro en la posición encendido (cerrado) (vea la sección
4-12).
Revise los fusibles de las fases y si alguno está quemado reemplácelo o rearme el interruptor
automático (vea la sección 4-12).
Revise que las conexiones de la alimentación estén en buen estado (vea la sección 4-12).
No hay salida de soldadura; la pantalla
del medidor está encendida.
Revise, repare o reemplace el control remoto.
Unidad recalentada. Deje que se enfríe con el ventilador encendido (vea la sección 3-4).
Vea las pantallas de ayuda del voltímetro o amperímetro.
Salida de soldadura errática o
inadecuada.
Utilice la medida y el tipo de cable de soldadura adecuados (vea la sección 4-17).
Limpie y apriete todas las conexiones de los cables de soldadura.
Revise el cable detector de voltaje. Enderece los cables si encuentra curvas.
No hay salida de 115 Vca en la toma
de corriente simple.
Rearme el interruptor complementario CB1 (vea la sección 4-8).
No hay salida de 24 Vca en el conector
de 14 contactos del control remoto del
alimentador.
Rearme el interruptor complementario CB2 (vea la sección 4-7).
La salida permanece siempre
encendida al conectar el control remoto
a la unidad.
Mida la resistencia del interruptor y del potenciómetro del control remoto.

OM−236 891 Página 81
Antes de realizar tareas de diagnóstico y solución de
averías desconecte la alimentación.
6-13. Solución de averías en el alimentador de alambre
Problema Solución
Hay alimentación de alambre, el gas
de protección fluye, pero el alambre de
soldadura no está energizado.
Revise las conexiones del cable. Revise la continuidad de los cables, y repare o reemplace los
cables si es necesario.
El alimentador de alambre está
encendido, la pantalla no enciende, el
motor no funciona, la válvula de gas y
el contactor de soldadura de la fuente
de poder no funcionan.
Revise y rearme el interruptor de la fuente de poder para soldadura.
La alimentación del alambre se
detiene, o funciona de manera errática
,
durante la soldadura.
Revise la conexión del gatillo de la antorcha. Consulte el Manual del usuario de la antorcha.
Revise el gatillo de la antorcha. Consulte el Manual del usuario de la antorcha.
Reajuste la tensión del cubo y la presión de los rodillos de alimentación (vea la sección 4-23).
Reemplace los rodillos de alimentación por otros de la medida correcta (vea la tabla 9−1).
Limpie o reemplace los rodillos de alimentación si están sucios o desgastados.
Guías de alambre desgastadas o de tamaño incorrecto.
Reemplace la punta de contacto o el forro. Consulte el Manual del usuario de la antorcha.
Elimine las salpicaduras de soldadura u otras materias extrañas de alrededor del orificio de la
boquilla.
Haga que un agente del servicio técnico autorizado por la fábrica revise el motor de accionamiento o
la placa de control PC1 del motor.
El motor funciona lentamente. Verifique que el valor del voltaje de alimentación sea correcto.
La pantalla del alimentador de alambre
está encendida, el alimentador se
mueve a velocidad de avance lento, la
purga funciona, pero la unidad no
funciona.
Revise la continuidad de los cables del gatillo de la antorcha y repare los cables o reemplace la
antorcha.
Al accionar el gatillo, el alambre
avanza pero no hay gas y el contactor
no funciona.
Si el arco de soldadura no se establece en 2 segundos tras accionar el gatillo de la antorcha, el
alimentador impulsará el alambre, pero el contactor y la válvula de gas se apagan. Si el gatillo de la
antorcha está aún accionado después de 60 segundos, o tras impulsar 30 pies (9,1 m) de alambre
por la antorcha, la alimentación de alambre se detendrá.

OM−236 891 Página 82
Antes de realizar tareas de diagnóstico y solución de
averías desconecte la alimentación.
6-14. Solución de averías en el enfriador
Problema Solución
El sistema enfriador no funciona.
Verifique que el cable de alimentación está enchufado en una toma de corriente energizada.
Revise el interruptor complementario CB1 en la fuente de poder y reármelo si es necesario.
Motor recalentado. La unidad comienza a funcionar cuando el motor se ha enfriado.
Haga que un agente del servicio autorizado por la fábrica revise el motor.
Flujo de refrigerante disminuido o
ausente.
Añada refrigerante.
Verifique que las mangueras o el filtro del refrigerante no estén obstruidos.
Desconecte la bomba, y verifique que el acoplamiento no se haya roto. Reemplace el acoplamiento si
es necesario.

OM-236 891 Página 83
Apuntes

OM-236 891 Página 84
SECCIÓN 7 − DIAGRAMAS ELECTRICOS
Ilustración 7-1. Diagrama de circuito para la fuente de potencia

OM-236 891 Página 85
254 310-B
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-236 891 Página 86
Ilustración 7-2. Circuit Diagram For Single Or Dual Wire Feeder

OM-236 891 Página 87
236 220-E
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-236 891 Página 88
Ilustración 7-3. Circuit Diagram For Cooler
238 662-B
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-236 891 Página 89
Ilustración 7-4. Flow Diagram For Cooler
Pump
Filter Radiator
Flow
Indicator
Tank
Torch
No toque partes eléctricamente vivas.
Desconecte la potencia de entrada o pare el motor antes dar ser-
vicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas capacitadas instalen, usen, o den
servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-236 891 Página 90
SECCIÓN 8 − ALTA FRECUENCIA (HF)
8-1. Procesos de soldadura usándose AF
Soldadura TIG
Trabajo
high_freq1_05-10spa − S-0693
1 Voltaje AF
TIG − Ayuda a que el arco salte la
distancia de aire entre la antorcha
y la pieza de trabajo y/o estabiliza
el arco.
1
8-2. Instalación que muestra fuentes posibles de interferencia de alta frecuencia
50 pies
(15 m)
S-0694
13
9
8
7
1
2
4 5 6
3
10
11, 12
14
No se han seguido
las buenas prácticas
Zona de Soldadura
Fuentes de Radiación de Alta
Frecuencia Directa
1 Fuente de alta frecuencia (la fuente
de poder con un generador de alta
frecuencia integral o una unidad
separada de alta frecuencia)
2 Cables de Soldadura
3 Antorcha
4 Grampa de Tierra
5 Pieza de Trabajo
6 Mesa de Trabajo
Orígenes de Conducto de Alta
Frecuencia
7 Cable de Potencia de Entrada
8 Dispositivo para desconectar la línea
9 Alambrado de Entrada
Fuentes de Re-Radiación de AAF
10 Objetos de Metal no Conectados a
Tierra
11 Luces
12 Alambrado
13 Tubos de Agua con sus Conexiones
14 Cables Eléctricos o de Teléfono

OM-236 891 Página 91
1 Fuente de Alta Frecuencia (Soldadora
con AF integral o unidad de AF
separada)
Conecte a tierra el bastidor externo (elimine
la pintura de alrededor del agujero en la
caja y use el tornillo de la caja), el terminal
de trabajo y el dispositivo de desconexión
de la línea al igual que la entrada de
corriente y la mesa de trabajo.
2 Punto Central de la Zona de
Soldadura
Punto medio entre la fuente de alta frequen-
cia y la antorcha de soldar.
3 Zona de Soldadura
Un círculo de 50 pies (15 m) del punto
central en todas las direcciones.
4 Cables de Salida de Soldadura
Mantenga los cables de un tamaño lo más
corto posible y lo más cerca del uno al otro.
5 Unión de los Conductos y Conexión a
Tierra
Junte eléctricamente todas las secciones
de conducto usando trenzas de cobre o
alambre trenzado. Conecte el conducto a
tierra cada 50 pies (15 m).
6 Tubos de Agua y sus Conexiones
Conecte a tierra los tubos de agua cada 50
pies (15 m).
7 Cables Eléctricos o Líneas
Telefónicas
Ubique el orígen de AF por lo menos a una
distancia de 50 pies (15 m) de los alambres
de potencia y las líneas de teléfono.
8 Varilla para Conectar a Tierra
Consulte el Código Nacional Eléctrico para
las especificaciones.
Requeriementos para Edificios
Metálicos
9 Métodos de Conexión de los Paneles
de un Edificio Metálico
Atornille o suelde los paneles metálicos el
uno al otro instalando trenzas de cobre o
alambre trenzado a través de la uniones y
luego conecte el armazón a tierra.
10 Ventanas y Aberturas de Puertas
Cubra todas las ventanas y aberturas de
puertas con malla de cobre conectada a
tierra de un grosor no más grande de 1/4
pulg. (6,4 m).
11 Riel para una Puerta Sobre la Cabeza
Conecte esta riel a tierra.
8-3. Instalación recomendada para reducir la interferencia de alta frecuencia
Ref. S-0695 / Ref. S-0695
1
2
3
50 pies
(15 m)
4
7
50 pies
(15 m)
8
5
8
6
9
11
10
8
8
Se han seguido las buenas
prácticas
Conecte a tierra la
pieza de trabajo si
lo requiere el
código.
Edificio que no
sea de metal
Conecte a tierra todo los objetos
de metal y todo el alambrado de
la zona de soldadura usando
alambre No. 12 AWG
Edificio Metálico

OM-236 891 Página 92
SECCIÓN 9 − LISTA DE PARTES
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
805 149-C
1
6
7
8
2
3
4
5
9
10
11
80
14
17
18
19
20
21
34
31
23
33
24
25
26
27
28
29
30
36
37
40
39
38
41
42
35
43
75
76
77
78
43
44
45
46
47
63
62
48
50
52
51
53
54
55
56
57
59
60
61
58
65
69
64
66
82
83
67
71
72
74
73
84
86
79
85
81
87
91
89
88
92
94
93
80
22
32
49
70
90
37
13
16
68
96
95
96
15
12
97
Ilustración 9-1. Ensamblaje principal

OM-236 891 Página 93
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-1 Ensamblaje principal
Model
907 382 907 38
4
1 +233480 PANEL,REAR 1 1... ............. .. ............................................ ....
2 CB2 093995 SUPPLEMENTARY PRO,MAN RESET 1P 15A 250VAC FRICT 1 1... ... ...... .. ....
3 PC11 244471 CIRCUIT CARD ASSY,PS/FEEDER INTERFACE 1 1... .. ..... .. ............ ....
4 228036 VALVE, 24VAC 1WAY .750−14 THD 2.0MM ORF 100 PSI 1 1... .............. .. ..... ....
5 236638 HOSE,NPRN BRD NO 1 X .187 ID X 40.000 1 1... .............. .. ................. ....
6 220805 NUT, 750−14 NPS 1.48HEX .41H NYL 1 1... .............. .. ...................... ....
7 010467 CONN,CLAMP CABLE 1.250 1 1... .............. .. .............................. ....
8 181181 LABEL,WARNING MATCH INPUT POWER TO VOLTAGE 1 1... .............. .. .... ....
237163 LABEL,MIG OUTPUT 1 1.................... .. ..................................... ....
237157 LABEL,CB2 1 1.................... .. ............................................. ....
238560 LABEL,TIG GAS IN 1 1.................... .. ...................................... ....
237158 LABEL,TO WIREFEEDER 1 1.................... .. ................................. ....
9 C3, C4,... .
C5, C6 192935 CAPACITOR,ELCTLT 2700 UF 450 VDC CAN 2.52 DIA 4.... .. .......
9 C3, C4,... .
C5, C6 193738 CAPACITOR,ELCTLT 1800 UF 500 VDC CAN 2.52 DIA 4.... .. ..............
218004 LABEL,WARNING ELECTRIC SHOCK/EXPLODING PARTS 3 3.................... .. .. ....
217040 NUT,NYLON M12 THREAD CAPACITOR MOUNTING 4 4.................... .. ........ ....
10 PC4 240621 CIRCUIT CARD ASSY,INTERCONNECTING 1... ... ...... .. ................
10 PC4 240623 CIRCUIT CARD ASSY,INTERCONNECTING 1... ... ...... .. .......................
11 185214 BUS BAR,INTERCONNECTING 575 1... .............. .. ..............................
12 PC10 234712 CIRCUIT CARD ASSY,RELINK 230/460 1... .. ..... .. .....................
12 PC10 246406 CIRCUIT CARD ASSY,RELINK BALANCE 1... .. ..... .. .........................
13 +233486 PANEL,SIDE RH 230/460 1... ............. .. .................................
13 +240841 PANEL,SIDE RH 575 1... ............. .. ............................................
14 237155 LABEL,IMPORTANT INPUT POWER/RELINK CONNECTIONS 1... .............. ..
15 222317 LABEL,WARNING MATCH INPUT POWER 1... .............. .. .................
16 234271 SHEET,INSULATOR SIDE PANEL 1 1... .............. .. .......................... ....
17 FM1, FM2 222728 FAN,MUFFIN 24VDC 3000 RPM 255 CFM 2 2... ... .. .................. ....
18 233501 BRACKET,FAN 1 1... .............. .. .......................................... ....
19 L1 180026 INDUCTOR,INPUT 1 1... ... ...... .. ....................................... ....
WINDTUNNEL,RH W/CMPNTS (INCLUDES) 1 1.............................. ................ ....
20 030170 BUSHING,SNAP−IN NYL .750 ID X 1.000 MTG HOLE 2 2... .............. .... ...... ....
21 025248 STAND−OFF,INSUL .250−20 X 1.250 LG X .437 THD 4 4... .............. .... ....... ....
22 W1 180270 CONTACTOR,DEF PRP 40A 3P 24VAC COIL W/BOXLUG 1 1... ... ...... .... .. ....
23 CT1 233620 XFMR,CURRENT 500 TURN POLARIZED 1 1... ... ...... .... ................ ....
24 177547 BUSHING,SNAP−IN NYL CT−MOUNT 1.125 MTG HOLE 1 1... .............. .... ... ....
25 010493 BUSHING,SNAP−IN NYL .625 ID X .875 MTG HOLE 4 4... .............. .... ....... ....
26 233462 WINDTUNNEL,RH 1 1... .............. .... ...................................... ....
27 PM1, PM2 240144 KIT,TRANSISTOR IGBT MODULE 1 1... ... .... ........................ ....
28 179930 HEAT SINK,POWER MODULE 1 1... .............. .... ........................... ....
29 RT1 173632 THERMISTOR,NTC 30K OHM @ 25 DEG C 12.00IN LEAD 1 1... ... ...... .... .. ....
30 SR1 249052 KIT, RECTIFIER, INTEG BRIDGE 1 1... ... ...... .... ........................ ....
31 C1, C2 230272 CAPACITOR,POLYP FILM .34 UF 1000 VRMS +/−10% 2... .. .... .. .......
31 C1, C2 230270 CAPACITOR,POLYP FILM .22 UF 1000 VRMS +/−10% 2... .. .... .. ..............
32 L2 233438 INDUCTOR,OUTPUT 1 1... ... ...... .. ..................................... ....
33 L3, L4 233617 INDUCTOR,DI−DT 2 2... .. ..... .. ....................................... ....
34 218566 GASKET,INDUCTOR MOUNTING E70 FERRITE CORE 2 2... .............. .. ...... ....
35 CB1 083432 SUPPLEMENTARY PRO,MAN RESET 1P 10A 250VAC FRICT 1 1... ... ...... .. ....
36 RC2 134837 RCPT,STR GRD 2P3W 15A 125V SINGLE *5−15R 1 1... ... ...... .. ........... ....
37 170647 BUSHING,SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 2 2... .............. .. ....... ....
38 HD1 168829 TRANSDUCER,CURRENT 1000A MODULE 1 1... ... ...... .. ................. ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 94
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-1. Ensamblaje principal
Model
907 382 907 38
4
39 234358 BASE, W/ PEM NUTS 1 1... .............. .. .................................... ....
40 229325 FOOT,MTG UNIT 4 4... .............. .. ........................................ ....
41 210866 TERMINAL,PWR OUTPUT BLACK 1 1... .............. .. ......................... ....
42 PC6 244459 CIRCUIT CARD ASSY,REMOTE INTERFACE 1 1... ... ...... .. ............... ....
43 182665 TERMINAL,PWR OUTPUT NEUTRAL 1 1... .............. .. ...................... ....
44 210865 TERMINAL,PWR OUTPUT RED 2 2... .............. .. ........................... ....
45 236968 OVERLAY,SECONDARY PANEL 1 1... .............. .. ........................... ....
46 231191 SWITCH,TGL 3PST 50A 600VAC SCR TERM WIDE TGL 1 1... .............. .. ..... ....
176226 INSULATOR,SWITCH POWER 1 1.................... .. ............................ ....
47 120854 FTG,GAS 1 1... .............. .... ............................................. ....
48 237415 HOSE,GAS BRAIDED 5 IN 1 1... .............. .. ................................ ....
49 236596 PLATE,SWITCH 1 1... ............. .. ......................................... ....
50 241087 COVER,OUTPUT STUD W/LABELS (INCLUDES) 1 1... .............. .. ............ ....
238574 LABEL,CONNECTION SECONDARY PANEL 1 1.................... .... .............. ....
238535 LABEL,PIPEWORX 400 1 1.................... .... ................................. ....
51 PC3 252589 CIRCUIT CARD ASSY,UI W/PROGRAM PS 1 1... ... ...... .. ................. ....
52 252611 OVERLAY,POWER SOURCE 1 1... .............. .. .............................. ....
53 174991 KNOB,POINTER 1.250 DIA X .250 ID W/SPRING CLIP−.21 1 1... .............. .. ... ....
54 236828 DOOR,BEZEL,MIG SETUP 1 1... .............. .. ............................... ....
55 234497 BEZEL,POWER SOURCE 1 1... .............. .. ................................ ....
56 236830 DOOR,SD READER 1 1... .............. .. ...................................... ....
57 234344 BRACKET,SD CARD READER 1 1... .............. .. ............................ ....
58 PC12 244447 CIRCUIT CARD ASSY,SD CARD 1 1... .. ..... .. ........................... ....
59 236748 WHITEBOARD,MAGNETIC 1 1... .............. .. ............................... ....
60 233479 PANEL,FRONT 1 1... .............. .. .......................................... ....
212810 LABEL,ON−OFF W/SYMBOLS 1 1.................... .. ............................ ....
WINDTUNNEL,LH W/CMPNTS (INCLUDES) 1 1.............................. ................ ....
61 233910 HEAT SINK,POWER MODULE 1 1... .............. .... ........................... ....
62 D1, D2,... .
D3, D4 249053 KIT, DIODE, ULTRA−FAST RECOVERY 4 4.... .... ................... ....
63 233490 BUS BAR,DIODE 2 2... .............. .... ....................................... ....
64 233461 WINDTUNNEL,LH 1 1... .............. .... ...................................... ....
65 057358 BUSHING,SNAP−IN NYL 1.000 ID X 1.375 MTG HOLE 2 2... .............. .... ..... ....
66 RT2 222327 THERMISTOR,NTC 30K OHM @ 25 DEG C 24.00IN LEAD 1 1... ... ...... .... ....
67 232296 RESISTOR/CAPACITOR ASSY 2 2... .............. .... .......................... ....
68 233911 WINDTUNNEL BOTTOM, W/ PEM NUTS 1 1... .............. .. ................... ....
69 T1 233413 XFMR,HF 230/460 UNIT 1... .... ...... .. ..................................
69 T1 236304 XFMR,HF 575 UNIT 1... .... ...... .. .............................................
70 SCR1,... ..
SCR2, SCR3 249352 KIT, THYRISTOR, SCR MODULE 3 3.. .. .......................... ....
RT3,RT4 234339 THERMISTOR,NTC 30K OHM @ 25 DEG C 12.00IN LEAD 2 2....... .... .. ....
71 234056 HEAT SINK,SCR POLARITY SWITCHING 1 1... .............. .. .................. ....
72 234279 BUS BAR,SCR 1 1... .............. .. .......................................... ....
73 252520 COIL, HF COUPLING 1 1... .............. .. ..................................... ....
74 179848 BOOT, POSITIVE OUTPUT STUD 1 1... .............. .. ......................... ....
75 180735 WASHER,OUTPUT STUD 1 1... .............. .. ................................. ....
WINDTUNNEL,TOP ASSY (INCLUDES) 1 1.............................. .................... ....
76 234280 BAFFLE,WINDTUNNEL 1 1... .............. .... ................................. ....
77 233476 WINDTUNNEL,TOP 1 1... .............. .... .................................... ....
78 233489 BRACKET,CAPACITOR SUPPORT 1 1... .............. .... ....................... ....
79 216366 BUSHING,SNAP−IN NYL .500 ID X .625 MTG HOLE 1 1... .............. .... ....... ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 95
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-1. Ensamblaje principal
Model
907 382 907 38
4
170647 BUSHING,SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 2 2.................... .... ..... ....
057358 BUSHING,SNAP−IN NYL 1.000 ID X 1.375 MTG HOLE 1 1.................... .... ..... ....
216596 STRAP,GROUNDING 4.50 IN LONG 1 1.................... .... ...................... ....
80 233485 PANEL,SIDE LH 1 1... .............. .. ......................................... ....
81 134327 LABEL,WARNING GENERAL PRECAUTIONARY STATIC 2 2... .............. .. .... ....
82 233483 COVER,TOP 1 1... .............. .. ............................................ ....
83 233488 FRAME,LIFTING 1 1... .............. .. ......................................... ....
84 026627 GASKET,LIFTING EYE COVER 1 1... .............. .. ............................ ....
236749 BRACKET,MTG CIRCUIT CARDS ASSY (INCLUDES) 1.................... .. ........ .....
236778 BRACKET,MTG CIRCUIT CARDS ASSY (INCLUDES) 1.................... .. ...............
85 PC9 244465 CIRCUIT CARD ASSY,SECONDARY GATE DRIVER 1 1... ... ...... .... ....... ....
86 233892 BRACKET,MTG CIRCUIT CARDS 1 1... .............. .... ........................ ....
87 PC1 244428 CIRCUIT CARD ASSY,PROCESS CONTROL W/PROGRAM 1 1... ... ...... .... ....
88 PC2 244433 CIRCUIT CARD ASSY,INVERTER CONTROL W/PROGRAM 1... ... ...... .... .....
88 PC2 236631 CIRCUIT CARD ASSY,INVERTER CONTROL W/PROGRAM 1... ... ...... .... .......
198122 STAND−OFF SUPPORT,PC CARD .250W/POST&LOCK 10 10.................... .... .... ....
89 236299 CHOKE,COMMON MODE 1 1... .............. .. ................................ ....
236770 BRACKET,MTG XFMR ASSY (INCLUDES) 1 1.................... .. .................. ....
90 233478 BRACKET,MTG XFMR 1 1... .............. .... .................................. ....
91 198122 STAND−OFF SUPPORT,PC CARD .250W/POST&LOCK 4 4... .............. .... .... ....
92 PC5 244452 CIRCUIT CARD ASSY,HF ARC STARTER 1 1... ... ...... .... ................. ....
93 T2 236645 XFMR,CONTROL 230/460 VAC PRI 1589VA 60 HZ 1... .... ...... .. ..........
93 T2 236646 XFMR,CONTROL 575 VAC PRI 1589VA 60 HZ 1... .... ...... .. .....................
94 057358 BUSHING,SNAP−IN NYL 1.000 ID X 1.375 MTG HOLE 1 1... .............. .. ....... ....
95 C7,8,11 236678 CAPACITOR ASSY 3 3... . .... .. ....................................... ....
96 C15,16,17 247825 CAPACITOR ASSY 3 3... ... .. ....................................... ....
97 253334 GROMMET,RBR 1.000 ID X 1.375 MTG HOLE .063 GROOVE 1 1... .............. .. . ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 96
805 300-A
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
1
3
6
7
8
9
10
11
12
13
15
16
17
19
21
23
22
14
4
18
20
26
24
25
27
2
5
Ilustración 9-2. Cooler
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-2. Cooler
Quanti
ty
1 173263 MOTOR,1/4HP 115VAC 50/60HZ 1425/1725 RPM DUAL 1... .......... .. ................
2 134795 COUPLER,DRIVE PUMP 1... .......... .. ............................................
3 173999 PUMP,COOLANT 1... .......... .. ...................................................
4 094263 CLAMP,1−EAR TYPE NOM DIM .718 X .276 WIDE 10... .......... .. .....................
236814 ASSY,FAN/RADIATOR (INCLUDES) 1................ .. ..................................
5 5523 FITTING 2... ............. .. ...........................................................
6 232424 RADIATOR,HEAT EXCHANGER 1... .......... .... ....................................
7 213072 PLENUM,AIR 1... .......... .... .....................................................
8 231341 FAN,MUFFIN 115V 60HZ 3400 RPM 6.378 MTG HOLES 1... .......... .... ..............
9 236813 BASE,W/PEM STUDS 1... .......... .. ...............................................
10 236845 SIDE,COOLER BASE 2... .......... .. ...............................................
11 236846 PANEL,REAR COOLER BASE 1... .......... .. .......................................
12 +236844 SHELL,COOLER BASE W/PEM NUTS 1... ......... .. ................................
13 203990 LABEL,WARNING GENERAL PRECAUTIONARY STATIC 2... .......... .. ...............
14 229325 FOOT,MTG UNIT 4... .......... .. ...................................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 97
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-2. Cooler
Quanti
ty
15 173955 TANK,WATER 1... .......... .. ......................................................
16 166608 CAP,TANK SCREW−ON W/VENT 1... .......... .. ....................................
FRONT PANEL ASSY,W/CMPNTS (INCLUDES) 1........................... ........................
17 +236810 PANEL,FRONT W/PEM STUDS 1... ......... .... ....................................
18 219178 LABEL,CAUTION INCORRECT COOLANT 1... .......... .... ..........................
19 081543 FTG,COOLANT 2... .......... .... ...................................................
20 238664 LIGHT,IND WHT LENS 125VAC SNAP−IN NEON NON−RELAMPA 1... .......... .... ......
233159 SPACER,NYLON .312 OD X .194 ID X .500 LG 2................ .... .......................
21 215279 INDICATOR,FLOW 1... .......... .... ................................................
22 188082 CABLE,POWER 2 FT 7 IN 16GA 3C 1... .......... .... ................................
204603 LABEL,COOLANT OUT 1................ .. .............................................
204604 LABEL,COOLANT IN 1................ .. ................................................
23 236815 BRACKET,W/FILTER (INCLUDES) 1... .......... .. ....................................
24 236816 BRACKET,TANK TOP 1... .......... .... .............................................
25 166564 FILTER,IN−LINE LOW PROFILE 100 SCREEN 3/8 HOSE BAR 1... .......... .... .........
26 178461 BRACKET,FILTER 1... .......... .... ................................................
27 239494 SCREEN,FILTER LP CYL 100x100x0.0045 SST 1... .......... .. ........................
228529 HOSE,RUBBER BRAIDED .375 ID X .650 OD X 19.500 1................ .. .................
237152 HOSE,RUBBER BRAIDED .375 ID X .650 OD X 22.500 3................ .. .................
237416 HOSE,COOLANT BRAIDED 10 IN 1................ .. ....................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.


OM-236 891 Página 99
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-3. Single Wire Feeder
Quanti
ty
1 +234243 WRAPPER,SINGLE FEEDER 1... ......... .. ........................................
2 134464 LABEL,WARNING GENERAL PRECAUTIONARY STATIC&WIRE FE 1... .......... .. .....
PANEL ASSY,PCB SUPPORT (INCLUDES) 1........................... ............................
3 236556 PANEL,PC BOARD SUPPORT 1... .......... .... .....................................
198122 STAND−OFF SUPPORT,PC CARD .250W/POST&LOCK .500 7................ .... ..........
4 PC1 244483 CIRCUIT CARD ASSY,PIPEWORX FEEDER MTR CTRL 1... ... .. .... ..............
5 010494 BUSHING,SNAP−IN NYL 1.375 ID X 1.750 MTG HOLE 3... .......... .... ................
6 143160 HUB+SPINDLE ASSY 1... .......... .. ...............................................
7 058427 RING,RETAINING SPOOL 1... .......... .... .........................................
8 180573 SHAFT ASSY,SUPPORT SPOOL 1... .......... .... ...................................
9 010233 SPRING,CPRSN .970 OD X .120 WIRE X 1.250 PLD 1... .......... .... ..................
10 057971 WASHER,FLAT .632IDX1.500ODX.125T STL PLD .175KEY 2... .......... .... ............
11 010191 WASHER,FLAT .656IDX1.500ODX.125T FBR 2... .......... .... ........................
12 058628 WASHER,BRAKE STL 2... .......... .... .............................................
13 058428 HUB,SPOOL 1... .......... .... .....................................................
14 071730 TUBING,STL .875 OD X12GA WALL X 2.500 1... .......... .... .........................
15 135205 NUT, 625−11 .94HEX .77H STL PLD ELASTIC STOP NUT 1... .......... .... .............
16 200556 SUPPORT,SPOOL 1... .......... .. ..................................................
17 233559 BASE,FEEDER W/PEM NUTS 1... .......... .. .......................................
18 134306 FOOT,RUBBER 1.250 DIA X 1.375 HIGH NO 10 SCREW 4... .......... .. ................
19 238518 LABEL,SINGLE FEEDER LOWER 1... .......... .. ....................................
PANEL,FRONT W/CMPNTS SINGLE BENCH FEEDER (INCLUDES) 1........................... .....
20 PC2 244490 CIRCUIT CARD ASSY,UI W/PROGRAM FEEDER 1... ... .. .... ....................
21 252615 OVERLAY,SINGLE FEEDER 1... .......... .... .......................................
22 234501 BEZEL,FEEDER 1... .......... .... ..................................................
23 213134 KNOB,ENCODER 1.670 DIA X .250 ID PUSH ON W/SPRING 2... .......... .... ..........
24 233560 PANEL,FRONT 1... .......... .... ...................................................
25 PLUG ASSY,TRIGGER LH (INCLUDES) 1... ....................... .............................
PLG17 115093 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ . ..... ...........................
RC2 048282 RCPT W/SKTS,(SERVICE KIT) 1......... .. ..... ...................................
26 PLUG ASSY,REMOTE (INCLUDES) 1... ....................... .................................
RC4 222857 HOUSING PLUG+SKTS,(SERVICE KIT) 1......... .. ..... ...........................
PLG35 115093 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ . ..... ...........................
200822 HOUSING PLUG+PINS,(SERVICE KIT) 1................ ..... ............................
27 000527 BLANK,SNAP−IN NYL .875 MTG HOLE BLACK 1... .......... .... ......................
28 159647 INSULATOR,MOTOR CLAMP 1... .......... .. ........................................
29 159360 INSULATOR,SCREW MACHINE 4... .......... .. ......................................
30 125473 HOSE,SAE .187 ID X .410 OD X 27.000 1... .......... .. ...............................
31 201762 DRIVE ASSY,WIRE S/L 4 ROLL W/TACH 1... .......... .. ..............................
32 145639 STRIP,BUNA−N .062 X 3.000 X 4.000 COMPRESSED SHT 1... .......... .. ..............
33 156243 CLAMP,MOTOR TOP 1... .......... .. ...............................................
34 234426 KNOB,W/EXTENSION (LH) CLAMP 1... .......... .. ..................................
35 159646 CLAMP,MOTOR BASE 1... .......... .. ..............................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*When ordering PC2 UI circuit cardw/program, a dual feeder overlay must also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 100
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-3. Single Wire Feeder
Quanti
ty
REAR PANEL ASSY,SINGLE FEEDER (INCLUDES) 1........................... ....................
36 PC3 244471 CIRCUIT CARD ASSY,PS/FEEDER INTERFACE 1... ... .. .... .....................
37 GS1 228036 VALVE, 24VAC 1WAY .750−14 THD 2.0MM ORF 100 PSI 1... ... .. .... ..............
38 220805 NUT, 750−14 NPS 1.48HEX .41H NYL 1... .......... .... ...............................
39 211989 FITTING,W/SCREEN 1... ........... .... ..............................................
40 030170 BUSHING,SNAP−IN NYL .750 ID X 1.000 MTG HOLE 2... .......... .... .................
41 239737 RECEPTACLE,BANANA JACK BLK 10−32 BINDING POST 1... .......... .... ............
42 238498 ENCLOSURE,REAR SINGLE FEEDER 1... .......... .... ..............................
074481 LABEL,LEFT 1................ .... .....................................................
106410 LABEL,TO POWER SOURCE 1................ .... ......................................
215467 LABEL,VOLT SENSE 1................ .... ..............................................
151026 KIT,DRIVE ROLL .035 V−GR 4 ROLL 1................ .. .................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.


OM-236 891 Página 102
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-3. Dual Wire Feeder
Quanti
ty
1 142838 BRACKET,MTG SPOOL RH 1... .......... .. .........................................
2 143160 HUB+SPINDLE ASSY 2... .......... .. ...............................................
3 135205 NUT, 625−11 .94HEX .77H STL PLD ELASTIC STOP NUT 2... .......... .... .............
4 071730 TUBING,STL .875 OD X12GA WALL X 2.500 2... .......... .... .........................
5 057971 WASHER,FLAT .632IDX1.500ODX.125T STL PLD .175KEY 4... .......... .... ............
6 010191 WASHER,FLAT .656IDX1.500ODX.125T FBR 4... .......... .... ........................
7 058628 WASHER,BRAKE STL 4... .......... .... .............................................
8 058428 HUB,SPOOL 2... .......... .... .....................................................
9 010233 SPRING,CPRSN .970 OD X .120 WIRE X 1.250 PLD 2... .......... .... ..................
10 180573 SHAFT ASSY,SUPPORT SPOOL 2... .......... .... ...................................
11 058427 RING,RETAINING SPOOL 2... .......... .... .........................................
12 141411 SUPPORT,SPOOL 1... ........... .. ..................................................
13 211989 FITTING,W/SCREEN 2... ........... .... ..............................................
14 239737 RECEPTACLE,BANANA JACK BLK 10−32 BINDING POST 1... .......... .... ............
15 030170 BUSHING,SNAP−IN NYL .750 ID X 1.000 MTG HOLE 2... .......... .... .................
16 233559 BASE,FEEDER W/PEM NUTS 1... .......... .. .......................................
17 134306 FOOT,RUBBER 1.250 DIA X 1.375 HIGH NO 10 SCREW 4... .......... .. ................
18 238513 LABEL,DUAL FEEDER LOWER 1... .......... .. ......................................
PANEL,FRONT W/CMPNTS DUAL BENCH FEEDER (INCLUDES) 1........................... .......
19 PC2 244490 CIRCUIT CARD ASSY,UI W/PROGRAM 1... ... .. .... .............................
20 252614 OVERLAY,FEEDER 1... .......... .... ...............................................
21 234501 BEZEL,FEEDER 1... .......... .... ..................................................
22 213134 KNOB,ENCODER 1.670 DIA X .250 ID PUSH ON W/SPRING 2... .......... .... ..........
23 233560 PANEL,FRONT 1... .......... .... ...................................................
24 PLUG ASSY,TRIGGER LH (INCLUDES) 1... ....................... .............................
PLG17 115093 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ . ..... ...........................
RC2 048282 RCPT W/SKTS,(SERVICE KIT) 1......... .. ..... ...................................
25 PLUG ASSY,REMOTE (INCLUDES) 1... ....................... .................................
RC4 222857 HOUSING PLUG+SKTS,(SERVICE KIT) 1......... .. ..... ...........................
PLG35 115093 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ . ..... ...........................
200822 HOUSING PLUG+PINS,(SERVICE KIT) 1................ ..... ............................
26 PLUG ASSY,TRIGGER RH (INCLUDES) 1... ....................... .............................
L 2 213030 CORE,TOROIDAL 19.00MM ID X 29.01MM OD X 7.62MM TH 1......... .. ..... ........
PLG16 115093 HOUSING PLUG+SKTS,(SERVICE KIT) 1........ . ..... ...........................
RC3 048282 RCPT W/SKTS,(SERVICE KIT) 1......... .. ..... ...................................
27 159647 INSULATOR,MOTOR CLAMP 2... .......... .. ........................................
28 159360 INSULATOR,SCREW MACHINE 8... .......... .. ......................................
29 125473 HOSE,SAE .187 ID X .410 OD X 27.000 2... .......... .. ...............................
30 201762 DRIVE ASSY,WIRE S/L 4 ROLL W/TACH 1... .......... .. ..............................
31 201768 DRIVE ASSY,WIRE R 4 ROLL W/TACH 1... .......... .. ...............................
32 145639 STRIP,BUNA−N .062 X 3.000 X 4.000 COMPRESSED SHT 2... .......... .. ..............
33 156243 CLAMP,MOTOR TOP 2... .......... .. ...............................................
34 159646 CLAMP,MOTOR BASE 2... .......... .. ..............................................
35 234424 KNOB,W/EXTENSION (RH) CLAMP 1... .......... .. ..................................
35 234426 KNOB,W/EXTENSION (LH) CLAMP 1... .......... .. ..................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
*When ordering PC2 UI circuit cardw/program, a dual feeder overlay must also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 103
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-3. Dual Wire Feeder
Quanti
ty
REAR PANEL ASSY,DUAL FEEDER (INCLUDES) 1........................... ......................
36 PC3 244471 CIRCUIT CARD ASSY,PS/FEEDER INTERFACE 1... ... .. .... .....................
37 233561 ENCLOSURE,REAR DUAL FEEDER 1... .......... .... ................................
38 GS 1,... ..
GS 2 228036 VALVE, 24VAC 1WAY .750−14 THD 2.0MM ORF 100 PSI 2. .... ..............
39 220805 NUT, 750−14 NPS 1.48HEX .41H NYL 2... .......... .... ...............................
074479 LABEL,RIGHT 1................ .. ......................................................
074481 LABEL,LEFT 1................ .. .......................................................
106410 LABEL,TO POWER SOURCE 1................ .. ........................................
215467 LABEL,VOLT SENSE 1................ .. ...............................................
40 +233562 WRAPPER,DUAL FEEDER 1... ......... .. ..........................................
41 134464 LABEL,WARNING GENERAL PRECAUTIONARY STATIC&WIRE FE 1... .......... .. .....
PANEL ASSY,PCB SUPPORT (INCLUDES) 1........................... ............................
42 236556 PANEL,PC BOARD SUPPORT 1... .......... .... .....................................
198122 STAND−OFF SUPPORT,PC CARD .250W/POST&LOCK .500 7................ .... ..........
43 010494 BUSHING,SNAP−IN NYL 1.375 ID X 1.750 MTG HOLE 3... .......... .... ................
44 PC1 244483 CIRCUIT CARD ASSY,PIPEWORX FEEDER MTR CTRL 1... ... .. .... ..............
237210 HOSE ASSY,GAS Y 1................ .. .................................................
143838 CABLE,WELD 26 IN 4/0 W/TERMS 1................ .. ...................................
151026 KIT,DRIVE ROLL .035 V−GR 4 ROLL 1................ .. .................................
151053 KIT,DRIVE ROLL .045 VK−GR 4 ROLL 1................ .. ................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 104
See Table 9-1 For
Drive Roll & Wire Guide Kits
.
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 790-A
2
0
11
37
36
35
34
33
32
31
30
29
28
27
26
25
24
23
1
2
3
4
5
6
22
21
19
18
17
16
15
14
19
13
12
11
9
10
8
7
6
5
4
3
2
1
Ilustración 9-5. Drive Assembly, Wire
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-5. Drive Assembly, Wire (Ilustración 9-3
Item 31 And Ilustración 9-4 Items 30 And 31)
1 010 668 Screw, Cap Stl Sch .250-20 X 1.500 4... ............... .. ............................
2 172 075 Carrier, Drive Roll W/Components 4... ............... .. ..............................
3 149 962 Spacer, Carrier Drive Roll 4... ............... .. .....................................
4 149 486 Pin, Rotation Arm Rocker 2... ............... .. .....................................
5 132 750 Arm, Pressure 2... ............... .. ...............................................
6 150 520 Spacer, Flat Stl .257 Id X .619 Od X .105 2... ............... .. .......................
7 133 493 Ring, Retaining Ext .250 Shaft X .025Thk 2... ............... .. .......................
8 133 350 Pin, Hinge 1... ............... .. ..................................................
9 M1,101 201 230 Motor, Gear 1/8hp 24VDC Standard Speed 1... ... .... .. ......................
153 491 Kit, Brush Replacement (Includes) 1..................... .... ............................
153 492 Cap, Brush 2..................... ..... ..............................................
*153 493 Brush, Carbon 2.................... ..... ...........................................
184 136 Kit, Brush Holder Replacement 1..................... .... ..............................
10 155 098 Kit, Cover Motor Gearbox (Includes) 1... ............... .. ............................
153 550 Cover, Motor Gearbox (Includes) 1..................... .... .............................
155 099 Gasket, Cover 1..................... ..... ...........................................
155 100 Screw, Cover 5..................... ..... ............................................
154 031 Spacer, Locating 2..................... .... ...........................................
133 493 Ring, Rtng Ext .250 Shaft Grv X .025Thk 1..................... .... ......................

OM-236 891 Página 105
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-5. Drive Assembly, Wire (Continued)
203 642 Pressure Arm, R & Vert L 4 Roll (Includes) 1..................... .. ......................
203 631 Pressure Arm, S/L & Vert S/R 4 Roll (Includes) 1..................... .. ..................
11 203 641 Washer, Flat Indicator Spring Tension 2... ............... .... .........................
12 182 415 Pin, Cotter Hair 1... ............... .... ............................................
13 203 640 Knob, W/Extension Short Pressure Arm 1... ............... .... .......................
14 182 156 Spring, Cprsn 2... ............... .... ..............................................
15 182 155 Spring 2... ............... .... ....................................................
16 132 746 Bushing, Spring 2... ............... .... ............................................
17 203 633 Shaft, Spring 1... ............... .... ..............................................
18 203 632 Carrier, Shaft 1... ............... .... ..............................................
19 133 739 Washer, Flat Buna .375 Id X .625 Od X .062Thk 2... ............... .... ...............
20 203 637 Knob, W/Extension Long Pressure Arm 1... ............... .... .......................
21 PC51,151 237 048 Circuit Card Assy, Digital Tach (Includes) 2... .. ... .. ........................
PLG5 131 204 Connector & Sockets 1.......... ..... .... .......................................
604 311 Grommet, Rbr .250 Id X .375Mtg Hole .062 Groove 1..................... .... .............
22 132 611 Optical Encoder Disc 1... ............... .. .........................................
603 115 Weather Stripping, Adh .125 X .375 1..................... .. ............................
23 167 387 Spacer, Locating 2... ............... .. .............................................
24 168 825 Drive, Pinion 1... ............... .. ................................................
25 133 308 Ring, Retaining Ext .375 Shaft X .025Thk 1... ............... .. .......................
26 134 834 Hose, Sae .187 Id X .410 Od (order by ft) 2 Ft (0.6 m)... ............... .. ..................
27 149 959 Fitting, Brs Barbed M 3/16Tbg X .312-24 1... ............... .. ........................
28 179 265 Adapter, Gun/Feeder LH 1... ............... .. ......................................
28 179 264 Adapter, Gun/Feeder RH 1... ............... .. .....................................
29 108 940 Screw, Cap Stl Hexhd .250-20 X .750 4... ............... .. ...........................
30 604 538 Washer, Flat Stl Sae .312 1... ............... .. .....................................
31 151 437 Knob, Plstc T 1.125 Lg X .312-18 X 1.500 1... ............... .. .......................
32 151 290 Screw, Mach Stl Hexwhd 10-32 X .500 2... ............... .. ..........................
33 179 277 Cover, Drive Roll (Includes) 1... ............... .. ...................................
178 937 Label, Warning Electric Shock 1..................... .... ...............................
34 601 872 Nut, Stl Hex Full Fnsh .375-16 1... ............... .. .................................
35 602 213 Washer, Lock Stl Split .375 1... ............... .. ....................................
36 602 243 Washer, Flat Stl Std .375 1... ............... .. ......................................
37 601 966 Screw, Cap Stl Hexhd .375-16 X 1.250 1... ............... .. .........................
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 106
Table 9-1. Drive Roll And Wire Guide Kits
Wire Size
Inlet Guide
Intermediate
Guide
V-GROOVE VK-GROOVE
Fraction Metric 4 Roll Kit Drive Roll 4 Roll Kit Drive Roll
.035 in. 0.9 mm 150 993 149 518 151 026 053 700 151 052 132 958
.040 in. 1.0 mm 150 993 149 518 161 189 053 696
.045 in. 1.1/1.2 mm 150 994 149 519 151 027 053 697 151 053 132 957
.052 in. 1.3/1.4 mm 150 994 149 519 151 028 053 698 151 054 132 956
1/16 in.
(.062 in.)
1.6 mm 150 995 149 520 151 029 053 699 151 055 132 955
.068-.072 in. 1.8 mm 150 995 149 520 151 056 132 959
5/64 in.
(.079 in.)
2.0 mm 150 995 149 520 151 057 132 960
3/32 in.
(.094 in.)
2.4 mm 150 996 149 521 151 058 132 961
Each Kit Contains An Inlet Guide, Intermediate Guide, And 045 233 Antiwear Guide With 604 612 Setscrew 8-32 x .125, Along With 4 Drive Rolls.

OM-236 891 Página 107
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
805 302-b
12
1
3
4
7
8
9
9
10
11
2
5
6
5
Ilustración 9-6. Running Gear

OM-236 891 Página 108
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-6. Running Gear
Quanti
ty
1 236827 HANDLE,POWER SOURCE 2... .......... .. .........................................
2 238611 CAP,TUBE .865 OD 4... ........... .. .................................................
3 236817 HANDLE,GUN HOLDER ASSY 1... .......... .. .......................................
4 +233666 BRACKET,SUPPORT CYLINDER DUAL 1... ......... .. ...............................
200285 LABEL,WARNING CYLINDER MAY EXPLODE IF DAMAGED 1................ .. ............
5 170647 BUSHING,SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 2... .......... .. .................
6 004214 BUSHING,SNAP−IN NYL 1.625 ID X 2.000 MTG HOLE 1... .......... .. .................
7 188441 CHAIN,WELDLESS 2/0 X 31. BRIGHT ZINC PLD 2... .......... .. .......................
8 234359 RACK WHEEL ASSY, RUNNING GEAR 1... .......... .. ...............................
9 602250 WASHER,FLAT .812IDX1.469ODX.134T STL PLD ANSI.750 4... .......... .. .............
10 121614 RING,RTNG EXT .750 SHAFT X .085 THK E STYLE PLD 2... .......... .. ...............
11 163463 WHEEL,RBR TIRE 10.000 OD X 2.000 WIDE X .750 BORE 2... .......... .. ..............
12 209479 CASTER,SWVL 5.00 IN URETHANE W/BRAKE 2.000 IN WIDE 2... .......... .. ..........
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 109
805 301-A / Ref. 239 780-B
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
8
1
2
3
4
5
6
7
4
4
9
Ilustración 9-7. Composite Cables
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
25 ft 50 ft
Ilustración 9-7. Composite Cables
Model
300 454 300 456
5 ft
300 367
1 300508 CABLE,INTERCONNECTING 5 FT 1... .............. .. ..................
1 300465 CABLE,INTERCONNECTING 31 FT 1... .............. .. ........................
1 300466 CABLE,INTERCONNECTING 56 FT 1... .............. .. ...............................
2 238108 HOSE ASSY,GAS 33 FT 1... .............. .. ..................................
2 238109 HOSE ASSY,GAS 58 FT 1... .............. .. .........................................
3 238110 CABLE,WELD 4.5 FT 2/0 W/TERMS 1... .............. .. ................
3 238111 CABLE,WELD 31 FT 2/0 W/TERMS 1... .............. .. ........................
3 238112 CABLE,WELD 56 FT 2/0 W/TERMS 1... .............. .. ...............................
4 238432 CLAMP,STRAIN RELIEF 2 2... .............. .. .................................. ....
5 238263 COVER,CABLE 28 FT (BLACK) 1... .............. .. ............................
5 238264 COVER,CABLE 53 FT (BLACK) 1... .............. .. ...................................
6 210253 CABLE TIE, 0−1.750 BUNDLE DIA 2 2... .............. .. ......................... ....
7 047636 HOUSING PLUG + PINS,(SERVICE KIT) 2 2 2... .............. .. ............ .... ....
8 143922 CONN,CIRC CPC CLAMP STR RLF 2 2 2... .............. .. ................. .... ....
9 300461 CABLE,VOLT SENSE 1 1... .............. .. ............................. ....
9 300462 CABLE,VOLT SENSE 1... .............. .. ...........................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 110
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
805 148-B
1
3
2
Ilustración 9-8. Cable Hanger Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-8. Cable Hanger Assembly
Quanti
ty
1 285304 BRACKET,CABLE HOLDER W/EDGE TRIM 1... .......... .. ...........................
2 238611 CAP,TUBE .865 OD 4... ........... .. .................................................
3 236826 TUBE,CABLE HOLDER 2... .......... .. .............................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-236 891 Página 111
805 318-A
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
8
1
2
3
4
5
6
7
9
10
13
11
12
14
15
Ilustración 9-9. Feeder Cart

OM-236 891 Página 112
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 9-8. Cable Hanger Assembly
Quanti
ty
1 217255 SLIDE,DRAWER 2... .......... .. ...................................................
2 234505 HANDLE ASSY, FEEDER CART 1... .......... .. ......................................
3 234546 TAB,LIFT SLOT 1... .......... .. ....................................................
4 234554 SHELF,UPPER,FEEDER CART 1... .......... .. ......................................
5 235121 HOLDER,CABLE GUN 1... .......... .. ..............................................
6 234556 LEG,REAR RH CART 2... .......... .. ...............................................
7 234553 AXLE,CART 1... .......... .. ........................................................
8 163463 WHEEL,RBR TIRE 10.000 OD X 2.000 WIDE X .750 BORE 2... .......... .. ..............
9 602250 WASHER,FLAT .812ID X 1.469OD X .134T STL PLD 4... .......... .. ...................
10 121614 RING,RTNG EXT .750 SHAFT X .085 THK E STYLE PLD 2... .......... .. ...............
11 234545 SHELF,LOWER,FEEDER CART 1... .......... .. ......................................
12 123557 CASTER,SWVL 5.00 IN POLYOLEFIN X 1.375 X .437−14 2... .......... .. ...............
13 234555 LEG,REAR LH CART 2... .......... .. ...............................................
14 237215 BRACKET,DRAWER LH 1... .......... .. .............................................
15 232470 DRAWER,ASSY 1... .......... .. ....................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Efectivo 1 enero, 2013 (Equipo equipo con el número de serie
que comienza con las letras “MD” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. 5 años para piezas — 3 años para mano de obra
* Los rectificadores de potencia principales originales
solo incluyen los SCR, diodos y los módulos
rectificadores discretos
2. 3 años — Piezas y mano de obra
* Lentes para caretas fotosensibles (excepto serie
Classic) (no cubre mano de obra)
* Generadores para soldadura impulsado por motor
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Máquinas de soldar con inversor (excepto que se
indique lo contrario)
* Sopletes para corte oxi-combustible (excepto mano
de obra)
* Máquinas para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y
semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
y reguladores de presión (no incluye mano de obra)
* Máquinas de soldar con transformador/rectificador
* Sistemas de enfriamiento por agua (integrados)
3. 2 años — Piezas y mano de obra
* Lentes para caretas fotosensibles − Solo serie
Classic (no cubre mano de obra)
* Extractores de humo − Filtair 400 y extractores de
las series industriales
4. 1 año — Piezas y mano de obra excepto que se
especifique
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (no
incluye mano de obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo [para montaje in situ]
están cubiertas por el tiempo restante de la garantía
del producto en el que están instaladas o por un
mínimo de un año — el que sea mayor.)
* Calibradores y reguladores de flujo (sin mano de
obra)
* Pedales de control RFCS (excepto RFCS-RJ45)
* Extractores de humo − Filtair 130 y series MWX y
SWX
* Unidades de alta frecuencia
* Antorchas para corte por plasma ICE/XT (no incluye
mano de obra)
* Máquinas para calentamiento por inducción,
refrigeradores
(NOTA: los registradores digitales están
garantizados separadamente por el fabricante.)
* Bancos de carga
* Antorchas motorizadas (excepto las portacarrete
Spoolmate)
* Unidad sopladora PAPR (no incluye mano de obra)
* Posicionadores y controladores
* Racks
* Tren rodante/remolques
* Soldaduras por puntos
* Conjuntos alimentadores de alambre para sistemas
Subarc
* Sistemas de enfriamiento por agua (autónomos)
* Antorchas TIG marca Weldcraft (no incluye mano
de obra)
* Controles remotos inalámbricos de mano/pie y
receptores
* Estaciones de trabajo/Mesas de soldadura (no
incluye mano de obra)
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2013−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2013 Miller Electric Mfg. Co. 2013−01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
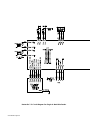 90
90
-
 91
91
-
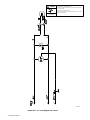 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
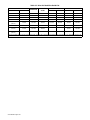 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118






















































































































Miller MD200406G El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para