Miller CST 280 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Procesos
Descripción
Soldadura Convencional por
Electrodo
OM-217 655S/spa 2012−10
Fuente de Poder para Soldadura de
Arco
CST 280 y CST 280 VRD
Soldadura TIG
www.MillerWelds.com
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 4................................................
1-5. Estándares principales de seguridad 4....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5...................................
SECCIÓN 2 − ESPECIFICACIONES 7..........................................................
2-1. Especificaciones 7.....................................................................
2-2. Ciclo de trabajo y sobre calentamiento 9...................................................
2-3. Curvas voltios/amperios del modelo CST 280 para soldadura con electrodos convencionales
(SMAW) 10............................................................................
2-4. Curvas voltios/amperios del modelo CST 280 para soldadura TIG (GTAW) 11....................
2-5. Curvas voltios/amperios del modelo CST 280 VRD para soldadura con electrodos convencionales
(SMAW) 12............................................................................
2-6. Curvas voltios/amperios del modelo CST 280 VRD para soldadura TIG (GTAW) 13...............
SECCIÓN 3 − INSTALACIÓN 14................................................................
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos
de la máquina 14.......................................................................
3-2. Seleccionando la ubicación 14............................................................
3-3. Terminales de salida de soldadura y seleccionando los tamaños del cable* 15....................
3-4. Conexiones de TIG/Lift-Arc DCEN (electrodo negativo, corriente directa) 16......................
3-5. Conexiones para soldadura convencional con electrodo DCEP (electrodo positivo, corriente directa,
en inglés) 16...........................................................................
3-6. Guía de servicio eléctrico 17.............................................................
3-7. Seleccionando voltaje de entrada de 208 − 230 voltios CA monofásico 18........................
3-8. Seleccionando voltaje de entrada de 400 − 575 voltios CA trifásico 19...........................
3-9. Conexión a una alimentación monofásica 20................................................
3-10. Conexión a una alimentación trifásica 22...................................................
SECCIÓN 4 − OPERACION 24..................................................................
4-1. Controles 24...........................................................................
4-2. Control de selección del proceso 25.......................................................
4-3. Procedimiento para arranque en soldadura convencional − Técnica para arrancar raspando 26......
4-4. Procedimientos para los arranques “Lift-Arc” 26.............................................
4-5. Información sobre el receptáculo remoto 14 27..............................................
4-6. Fan-On-Demand 27.....................................................................
4-7. Montándola sobre Rejillas de Estante 27...................................................
SECCIÓN 5 − MANTENIMIENTO Y CORRECCION DE AVERIAS 28.................................
5-1. Manutención rutinario 28.................................................................
5-2. Soplando la parte interna de la unidad 28...................................................
5-3. Reparacion de averias 28................................................................
SECCIÓN 6 − DIAGRAMAS ELECTRICOS 32....................................................
SECCIÓN 7 − SELECCIÓN Y PREPARACIÓN DE UN ELECTRODO DE TUNGSTENO PARA SOLDADURA
POR ARCO EN CC O CA EN MÁQUINAS CON INVERSOR 34......................................
7-1. Selección de un electrodo de tungsteno
(Use guantes limpios para evitar la contaminación del tungsteno) 34............................
7-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativo corriente directa
(DCEN) o soldadura con CA en máquinas con inversor 34....................................
SECCIÓN 8 − LISTA DE PARTES 36............................................................
GARANTIA


OM-217 655 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2011−10
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA pued
e
matarlo.
El tocar partes con carga eléctrica viva puede causa
r
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. E
l
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre
,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan e
l
alambre de soldadura están vivos eléctricamente
.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
No toque piezas que estén eléctricamente vivas.
Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
Apague todo equipo cuando no esté usándolo.
No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
No envuelva los cables alrededor de su cuerpo.
Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
Mantenga todos los paneles y cubiertas en su sitio.
Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.

OM-217 655 Página 2
Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Dis-
connect cable for process not in useDesconecte los cables si no
utiliza la máquina.
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
No toque las partes calientes con la mano sin
guante.
Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
Si la ventilación es mala, use un respirador de aire aprobado.
Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
Use anteojos de seguridad aprobados que tengan protección lateral.
Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
No suelde donde las chispas pueden impactar material inflamable.
Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
No use una soldadora para descongelar tubos helados.
Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
Cierre el suministro de gas comprimido cuando
no lo use.
Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.

OM-217 655 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento
de los dispositivos médicos implantados.
Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben man-
tenerse apartadas de la zona de trabajo.
Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, sie pre trátelos con
cuidado.
Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
Nunca permita que un electrodo de soldadura toque ningún cilindro.
Nunca suelde en un cilindro de presión − una explosión resultará.
Use solamente cilindros de gas comprimido, reguladores, man-
gueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buenas condiciones.
Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
No instale la unidad cerca a objetos inflama-
bles.
No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
Use equipo de capacidad adecuada para le-
vantar la unidad.
Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
Use un resguardo para la cara para proteger
los ojos y la cara.
De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
Aléjese de toda parte en movimiento.
Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede
causar heridas.
No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.

OM-217 655 Página 4
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
No utilice la soldadora para cargar baterías ni
para hacer arrancar vehículos a menos que
tenga incorporado un cargador de baterías
diseñado para ello.
Las PIEZAS MÓVILES pueden
provocar lesiones.
Aléjese de toda parte en movimiento, tal como
los ventiladores.
Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
Utilice únicamente piezas de reemplazo legítimas del fabricante.
Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).

OM-217 655 Página 5
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-217 655 Página 6

OM-217 655 Página 7
SECCIÓN 2 − ESPECIFICACIONES
2-1. Especificaciones
A. Modelos 220-230/460-575 Voltios*
Modo de
Soldar
Potencia
de entrada
Salida No
-
minal de
Corriente
Gama de
Amperage
Máx.
OVC
Entrada de Amperios para la
Carga de Salida Nominal,
50/60 Hz.
KVA KW
Dimen-
siones
Pesos
Neto
220 230 460 575
Soldadur
a
Conven-
cional po
r
Electrodo
Trifásica
280 A @
31.2 Vol-
tios CD, 35
% ciclo de
trabajo
5-280 A
77 VDC
35.0 34.2 17.8 14.7 14.6 10.2
H: 13-1/2
pulg.
(343 mm)
A: 7-1/2
pulg.
(191 mm)
P: 18 pulg.
(457 mm)
41 lb
(18.6 kg
)
200 A @
28 Voltios
CD, 100 %
ciclo de
trabajo
23.3 22.5 11.7 9.7 9.6 6.4
Monofásica
200 A @
28 Voltios
CD, 50 %
ciclo de
trabajo
5-200 A
43.9 43.0 n/a n/a 10.1 6.6
150 A @
26 Voltios
CD, 100 %
ciclo de
trabajo
32.7 32.0 n/a n/a 7.3 4.6
*La unidad se puede pedir con receptáculos de salida de soldadura Dinse o Tweco.
B. Modelos 208-230/400-460 Voltios*
Modo de
Soldar
Potencia
de entrada
Salida
Nomina
l
de
Corrient
e
Gama de
Amperag
e
Máx.
OVC
Entrada de Amperios para la
Carga de Salida Nominal,
50/60 Hz.
KVA KW
Dimen-
siones
Pesos
Neto
208 230 400 460
Soldadur
a
Conven-
cional po
r
Electrodo
Trifásica
280 A @
31.2 Vol-
tios CD,
35% ciclo
de trabajo
5-280 A
67 VDC
36.0 34.0 19.8 17.5 14.0 10.2
H: 13-1/2
pulg.
(343 mm)
A: 7-1/2 pulg
.
(191 mm)
P: 18 pulg.
(457 mm)
41 lb
(18.6 kg
)
200 A @
28 Voltios
CD, 100
% ciclo
de trabajo
23.5 22.8 13.5 12.7 10.2 6.9
Monofásica
200 A @
28 Voltios
CD, 50 %
ciclo de
trabajo
5-200 A
43.9 43.0 n/a n/a 9.9 6.5
150 A @
26 Voltios
de CD,
100 %
ciclo de
trabajo
35.0 32.9 n/a n/a 7.6 4.8
*La unidad se puede pedir con receptáculos de salida de soldadura Dinse o Tweco.

OM-217 655 Página 8
C. Modelos 208-230/400-460 Voltios VRD*
Modo de
Soldar
Poten-
cia de
entrada
Salida No
-
minal de
Corriente
Gama de
Amperage
Máx.
OVC
Entrada de Amperios para la
Carga de Salida Nominal,
50/60 Hz.
KVA KW
Dimen-
siones
Pesos
Neto
208 230 400 460
Soldadur
a
Conven-
cional po
r
Electrodo
Trifásic
a
280 A @
31.2 Vol-
tios CD,
35% ciclo
de trabajo
5-280 A
30 VDC
36.0 34.0 19.8 17.5 14.0 10.2
H: 13-1/2
pulg.
(343 mm)
A: 7-1/2 pulg
.
(191 mm)
P: 18 pulg.
(457 mm)
41 lb
(18.6 kg
)
200 A @
28 Voltios
CD, 100 %
ciclo de
trabajo
23.5 22.8 13.5 12.7 10.2 6.9
Mo-
nofásica
200 A @
28 Voltios
CD, 50 %
ciclo de
trabajo
5-200 A
43.9 43.0 n/a n/a 9.9 6.5
150 A @
26 Voltios
de CD,
100 %
ciclo de
trabajo
35.0 32.9 n/a n/a 7.6 4.8
*La unidad se puede pedir con receptáculos de salida de soldadura Dinse.
D. Modelos 220-230/460-575 Voltios VRD*
Modo de
Soldar
Poten-
cia de
entrada
Salida No
-
minal de
Corriente
Gama de
Amperage
Máx.
OVC
Entrada de Amperios para la
Carga de Salida Nominal,
50/60 Hz.
KVA KW
Dimen-
siones
Pesos
Neto
220 230 460 575
Soldadur
a
Conven-
cional po
r
Electrodo
Trifásic
a
280 A @
31.2 Vol-
tios CD,
35% ciclo
de trabajo
5-280 A
77 VDC
35.0 34.2 17.8 14.7 14.6 10.2
H: 13-1/2
pulg.
(343 mm)
A: 7-1/2 pulg
.
(191 mm)
P: 18 pulg.
(457 mm)
41 lb
(18.6 kg
)
200 A @
28 Voltios
CD, 100 %
ciclo de
trabajo
23.3 22.5 11.7 9.7 9.6 6.4
Mo-
nofásica
200 A @
28 Voltios
CD, 50 %
ciclo de
trabajo
5-200 A
43.9 43.0 n/a n/a 10.1 6.6
150 A @
26 Voltios
de CD,
100 %
ciclo de
trabajo
32.7 32.0 n/a n/a 7.3 4.6
*La unidad se puede pedir con receptáculos de salida de soldadura Tweco.

OM-217 655 Página 9
3-1/2 Minutos Soldando 6-1/2 Minutos Enfriando
200 A @ 50% ciclo de trabajo para los modelos de monofásica 250 A @ 35% ciclo de trabajo para los modelos de trifásica
O
Reduzca el Ciclo
de Trabajo
Sobrecalentando
5 Minutos Enfriando5 Minutos Soldando
2-2. Ciclo de trabajo y sobre calentamiento
Ciclo de Trabajo es un porcentaje
de 10 minutos que la unidad o an-
torcha puede soldar a la carga no-
minal sin sobrecalentarse.
Si la unidad se sobrecaliente, sali-
da se para, y el ventilador sigue fun-
cionando. Espere quince minutos
para enfriar la unidad. Reduzca el
amperaje o el ciclo de trabajo antes
de soldar.
AVISO − Excediendo el ciclo de tra-
bajo puede dañar la unidad o ant-
orcha e invalidar la garantía.
0
15
A o V
Minutos
Monofásica
Trifásica
% CICLO DE TRABAJO
AMPERIOS
221 587-A

OM-217 655 Página 10
2-3. Curvas voltios/amperios del modelo CST 280 para soldadura con electrodos con-
vencionales (SMAW)
Ref. 221 588-A
0 50 100 150 200 250 300 350 400 450
0
10
20
30
40
50
60
70
80
90
100
30A suave
30A tieso
280A suave
280A
tieso
575V primario
208V primario
VOLTIOS CD
0
10
20
30
40
50
60
70
80
90
100
0 50 100 150 200 250 300 350 400
30A
suave
30A tieso
280A suave
280A
tieso
575V primario
208V primario
Curvas VA para soldadura convencional
por electrodo xx10
Las curvas de voltios−amperios
muestran las capacidades de sali-
da del voltaje y amperaje máximo
de la unidad. Las curvas de otras fi-
jaciones caen entre las curvas que
se han mostrado.
Amperios CD
Voltios CD
Curvas VA para soldadura convencional
por electrodo xx18
Amperios CD

OM-217 655 Página 11
2-4. Curvas voltios/amperios del modelo CST 280 para soldadura TIG (GTAW)
Ref. 221 588-A
0 50 100 150 200 250 300
0
10
20
30
40
50
60
70
80
Las curvas de voltios−amperios
muestran las capacidades de sali-
da del voltaje y amperaje máximo
de la unidad. Las curvas de otras fi-
jaciones caen entre las curvas que
se han mostrado.
Amperios CD
Voltios CD
Curva VA para TIG

OM-217 655 Página 12
2-5. Curvas voltios/amperios del modelo CST 280 VRD para soldadura con electrodos
convencionales (SMAW)
0
10
20
30
40
50
60
70
80
90
0 50 100 150 200 250 300 350 400
280A tieso
280A suave
30A tieso30A suave
0
10
20
30
40
50
60
70
80
90
0 50 100 150 200 250 300 350 400
280A
tieso
280A
suave
30A tieso
30A
suave
Amperios CD
Voltios CD
Amperios CD
Voltios CD
Curvas VA para soldadura convencional
por electrodo xx10
Curvas VA para soldadura convencional
por electrodo xx18
Las curvas de voltios−amperios
muestran las capacidades de sali-
da del voltaje y amperaje máximo
de la unidad. Las curvas de otras fi-
jaciones caen entre las curvas que
se han mostrado.

OM-217 655 Página 13
2-6. Curvas voltios/amperios del modelo CST 280 VRD para soldadura TIG (GTAW)
Volt-ampere curves show minimum
and maximum voltage and am-
perage output capabilities of wel-
ding power source. Curves of other
settings fall between curves
shown.
0
5
10
15
20
25
30
35
0 50 100 150 200 250 300
Amperios CD
Voltios CD
Curva VA para TIG

OM-217 655 Página 14
SECCIÓN 3 − INSTALACIÓN
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contra-
portada de este manual para consultas futuras.
1 Dispositivo de desconectar la
línea
Ubique la unidad cerca de una
fuente de potencia eléctrica correc-
ta.
! Puede necesitarse una in-
stalación especial cuando
hayan presentes gasolina o
líquidos volátiles. Véase el
artículo 511 del NEC o CEC
Sección 20.
3-2. Seleccionando la ubicación
1
18 pulg.
(460 mm)
18 pulg.
(460 mm)
803 942-A
18 pulg.
(457 mm)
13-1/2 pulg.
(343 mm)
7-1/2 pulg.
(191 mm)
Dimensiones y Pesos
18.2 kg (40 lb) - con cordón de potencia
Ubicación y Flujo de Aire

OM-217 655 Página 15
3-3. Terminales de salida de soldadura y seleccionando los tamaños del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 100 pies (30 m) de la pieza, la longitud total del cable del circuito de soldadura será 200 pies (2 cables x 100 pies). Use la columna
60 m (200 pies) para determinar la medida del cable.
Tamaño de cable de soldadura** y longitud total del cable (cobre) en el cir-
cuito de soldadura {HR}que no exceda***
30 m (100 pies) o
Menos
150 pies
(45 m)
200
pies
(60 m)
250
pies
(70 m)
300
pies
(90 m)
350
pies
(105 m)
400
pies
(120 m)
Bornes o terminales
de Salida de
Soldadura
! Detenga el motor
antes de conectar los
terminales de
soldadura.
! No use cables que es-
tén desgastados,
dañados, de tamaño
muy pequeño, o mal
conjuntados.
Amperios
de
Soldadura
***
10 −
60%
ciclo
de tra-
bajo
60 − 100%
ciclo de
trabajo
10 − 100% ciclo de trabajo
Bornes de salida
−
+
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2x70)
2 x 2/0
(2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120)
2 x 2/0
(2x70)
2 x 3/0
(2x95)
2 x 3/0
(2x95)
2 x 4/0
(2x120)
*Esta tabla es una guía general la cual puede no ser apta en todas las aplicaciones. Si el cable comienza a sobre calentarse (normalmente
uno puede olerlo), use el tamaño mayor siguiente de cable.
**El tamaño del cable de soldadura (AWG) está basado en una caída de 4 voltios o menos o una densidad de corriente de por lo menos 300 milles
circulares por amperio. ( ) = mm
2
***Seleccione el tamaño del cable para aplicaciones de pulsación de acuerdo al amperaje pico a usarse.
****Para distancias mayores que las indicadas en esta guía, consulte a un representante de aplicaciones de la fábrica al número 920−735−4505.
Ref. S-0007-G 2009−08

OM-217 655 Página 16
3-4. Conexiones de TIG/Lift-Arc DCEN (electrodo negativo, corriente directa)
803 943-A
3
4
11/16 pulg, 1-1/8 pulg, (21 mm)
5
6
2
1
7
1 Borne de salida de soldadura
positivo (+)
Conecte el cable de trabajo al termi-
nal positivo de salida de soldadura.
2 Borne para salida de
soldadura negativa (−)
Conecte la antorcha TIG al borne
de salida de soldadura.
3 Cilindro de gas
4 Válvula de Cilindro
Abra la válvula ligeramente de ma-
nera que fluya el gas y sople la tie-
rra de la válvula. Cierre la válvula.
5 Regulador/Flujómetro
6 Ajuste del Flujo
El flujo típico es de 15 pies cúbicos
por hora (7.1 L/min.).
Conectar la manguera de gas para
la antorcha al regulador/flujómetro
7 Válvula de gas
La válvula controla el preflujo y pos
flujo de gas. Abra la válvula en la
antorcha inmediatamente antes de
soldar.
Herramientas necesarías:
3-5. Conexiones para soldadura convencional con electrodo DCEP (electrodo positivo,
corriente directa, en inglés)
803 944-A
2
1
1 Borne para salida de
soldadura negativa (−)
Conecte el cable de trabajo al borne
negativo de salida de soldadura.
2 Borne de salida de soldadura
positivo (+)
Conecte el porta electrodos al bor-
ne terminal positivo de salida de
soldadura.

OM-217 655 Página 17
3-6. Guía de servicio eléctrico
Cumpla con estas recomendaciones sobre el servicio eléctrico; en caso contrario podría haber peligro de que se produzcan descargas
eléctricas o incendios. Estas recomendaciones asumen que la unidad será conectada a un circuito eléctrico exclusivo, correctamente
dimensionado para la salida nominal y para el ciclo de trabajo de la máquina.
En las instalaciones con circuitos eléctricos para uso exclusivo de una carga específica, el Código Nacional Eléctrico (NEC) permite
que la corriente nominal de la toma de corriente o del conductor sea menor que la corriente nominal del dispositivo de protección del
circuito. Todos los componentes del circuito deben ser físicamente compatibles. Vea los artículos 210.21, 630.11 y 630.12 del NEC
AVISO − Se puede averiar a esta fuente de potencia de soldadura usando POTENCIA DE ENTRADA INCORRECTA. Esta fuente de poder de solda-
dura requiere una fuente de energia constante a la frecuencia tasada (+/− 10%) y voltaje (+/− 10%). El voltaje de la fase a tierra no podrá exceder
10% del voltaje nominal de entrada. No utilice un generador que tenga un aparato de ralentí automático (que pone al motor en ralentí cuando no percibe
carga) para suministrar potencia de entrada a esta fuente de poder de soldadura.
AVISO − El voltaje de entrada actual no debe de exceder más del 10% del voltaje de entrada requerido que se ha indicado. Si el voltaje de entrada
actual está afuera de esta gama, es muy posible que no haya salida disponible.
50/60 Hz
Monofásica, 50% Ci-
clo de Trabajo
Trifásica,
35% Ciclo de Trabajo
Voltaje de entrada 208 220 230 208 220 230 400 460 575
Amperios de entrada a la salida nominal 43.9 43.9 43.0 36.0 35.0 34.2 19.8 17.8 14.7
Fusible estándar máximo recomendado o con capacidad en am-
perios
1
Con demora de tiempo
2
50 50 50 45 45 45 25 20 15
De operación normal
3
70 70 70 60 60 50 30 25 20
Tamaño mínimo de conductor de entrada en mm
2
(AWG)
4
10
(8)
10
(8)
10
(8)
6
(10)
6
(10)
6
(10)
2.5
(14)
2.5
(14)
2.5
(14)
Largo máximo recomendado del conductor de entrada en metros 36 39 43 31 34 38 45 60 93
Tamaño mínimo de conductor de tierra en mm
2
(AWG)
4
10
(8)
10
(8)
10
(8)
6
(10)
6
(10)
6
(10)
2.5
(14)
2.5
(14)
2.5
(14)
Referencia: Código Nacional Eléctrico (NEC) de 2011 (incluyando artículo 630)
1 Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 “Fusibles con demora de tiempo” son de la clase “RK5” de UL Vea UL 248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son los de la clase “K5” de UL (hasta aquéllos, e incluyendo 60
amps.) y los de la clase “H”. (65 amperios y más).
4 Los datos de conductores en esta sección especifican el tamaño del conductor (excluyendo cordones o cables flexibles) entre el tablero de panel y el
equipo de acuerdo a la tabla NEC 310.15(B)(16). Si se usa un cordón o cable flexible, el tamaño mínimo del conductor puede aumentar. Vea la Tabla
NEC 400.5(A) para obtener los requisitos de cordones o cables flexibles.

OM-217 655 Página 18
3-7. Seleccionando voltaje de entrada de 208 − 230 voltios CA monofásico
Ref. 803 945-A / Ref. 803 946-A
! Apague la fuente de poder,
desconecte la potencia de
entrada antes de proceder.
Verifique el voltaje de entrada dis-
ponible en el lugar.
1 Cubierta de protección
del interruptor
2 Selector de voltaje
El voltaje de entrada para el cual es-
tá configurada la fuente de poder
está indicado en las etiquetas
a ambos lados.
Examine el voltaje que se ha selec-
cionado en la unidad. Cambiando la
selección es solamente necesario
cuando el valor seleccionado no se
empareja al voltaje de entrada dis-
ponible.
! No lo cambie bajo carga.
Para cambiar la posición del selec-
tor de voltaje abra la cubierta y gire
el interruptor al rango
de voltaje requerido.
La placa del circuito
de potencia principal está
protegida contra los picos
de voltaje de conexión
y contra el sobrevoltaje de
la línea si por error se conecta
la fuente a un suministro para el
cual no ha sido configurada
(por ejemplo si se selecciona
220 a 230 V ó 208 a 230 V y se
conecta a un suministro de 460
a 575 V ó 400 a 460 V). Si ocur-
re esto, apague la fuente de
poder, abra la tapa trasera y
gire el selector a la posición
correcta. Espere 10 minutos
antes de encender nuevamen-
te la fuente de poder para quela
protección se rearme.
El interruptor selector cuenta
con una posición de apagado
905 hacia arriba.
Asegúrese de que el interruptor gire
completamente hasta detenerse.
1
2
208−230
VAC
400−460
VAC
460−575
VAC
220−230
VAC
1
2
Modelos 208-230/400-460 Voltios
Modelos 220-230/460-575 Voltios
Herramientas necesarías:

OM-217 655 Página 19
3-8. Seleccionando voltaje de entrada de 400 − 575 voltios CA trifásico
Ref. 803 945-A / Ref. 803 946-A
! Apague la fuente de poder,
desconecte la potencia de
entrada antes de proceder.
Verifique el voltaje de entrada dis-
ponible en el lugar.
1 Cubierta de protección
del interruptor
2 Selector de voltaje
El voltaje de entrada para el cual e
tá configurada la fuente de poder
está indicado en las etiquetas a am-
bos lados.
Examine el voltaje que se ha sele
cionado en la unidad. Cambiando la
selección es solamente necesario
cuando el valor seleccionado no se
empareja al voltaje de entrada
disponible.
! No lo cambie bajo carga.
Para cambiar la posición del selec-
tor de voltaje abra la cubierta y gire
el interruptor al rango de voltaje req-
uerido.
El interruptor selector cuenta
con una posición de apagado
905 hacia arriba.
Asegúrese de que el interruptor gire
completamente hasta detenerse.
460−575
VAC
220−230
VAC
1
2
400−460
VAC
208−230
VAC
1
2
Modelos 208-230/400-460 Voltios
Modelos 220-230/460-575 Voltios
Herramientas necesarías:

OM-217 655 Página 20
3-9. Conexión a una alimentación monofásica
Input1 2012−05 Ref. 803 766-C / 803 942-A
1
6
5
4
2
3
7
6
L1
L2
1
3
1
8
9
10
GND/PE Tierra
Herramientas necesarías:

OM-217 655 Página 21
3-9. Conexión a una alimentación monofásica (continuado)
Reference − Input1 2012−05
! La instalación debe cumplir con todos
los códigos nacionales y locales. Ha-
ga que sólo personas capacitadas lle-
ven a cabo esta instalación.
! Desconecte y bloquee/rotule la poten-
cia de entrada antes de conectar los
conductores de entrada a la unidad.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer la
terminal de tierra primero y nunca al
terminal de la línea.
Vea la etiqueta de valores nominales y verifiq-
ue si el voltaje de entrada de la máquina está
disponible en el lugar.
1 Conductores de entrada negros y
blancos (L1 y L2)
2 Conductor de entrada rojo
3 Conductor a tierra verde o
verde/amarillo
4 Manguito aislante sobre el conductor
5 Cinta eléctrica
Aísle y separe el conductor rojo como se
muestra.
6 Cable de potencia de entrada
7 Dispositivo de desconectar (se muestra
el interruptor en la posición OFF
(apagada))
8 Dispositivo de desconectar el terminal
de conexión a tierra.
9 Desconecte los terminales de línea de
aparato.
Conecte el conductor de tierra verde o verde/
Amarillo para desconectar el terminal de tie-
rra del aparato primero.
Conecte los conductores de entrada L1 y L2
al aparato de desconexión de los terminales
de línea.
10 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección de
sobre-corriente usando Sección 3-6 (se
muestra un interruptor de reconexión con fu-
sible).
Cierre y sujete la puerta del aparato de des-
conexión de línea. Quite el aparato de blo-
quear/rotular, y ponga el interruptor en la po-
sición ON (encendida).

OM-217 655 Página 22
GND/PE Tierra
Herramientas necesarías:
3-10. Conexión a una alimentación trifásica
Reference − Input2 2012−05 Ref. 803 766-C / 803 942-A
L1
2
1
L2
L3
3
3
4
5
6
7

OM-217 655 Página 23
Reference − Input2 2012−05
! La instalación debe cumplir con todos
los códigos nacionales y locales. Ha-
ga que sólo personas capacitadas lle-
ven a cabo esta instalación.
! Desconecte y bloquee/rotule la poten-
cia de entrada antes de conectar los
conductores de entrada a la unidad.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer la
terminal de tierra primero y nunca al
terminal de la línea.
Vea la etiqueta de valores nominales y verifiq-
ue si el voltaje de entrada de la máquina está
disponible en el lugar.
1 Cable de potencia de entrada
2 Dispositivo de desconectar (se muestra
el interruptor en la posición OFF
(apagada))
3 Conductor a tierra verde o
verde/amarillo
4 Dispositivo de desconectar el terminal
de conexión a tierra.
5 Conductores de entrada (L1, L2 y L3)
6 Desconecte los terminales de línea de
aparato.
Conecte el conductor de tierra verde o verde/
Amarillo para desconectar el terminal de tierra
del aparato primero.
Conecte los conductores de entrada L1, L2,
y L3 al aparato de desconexión de los termi-
nales de línea.
7 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección de
sobre-corriente usando Sección 3-6 (se
muestra un interruptor de reconexión con fu-
sible).
Cierre y sujete la puerta del aparato de desco-
nexión de línea. Quite el aparato de bloquear/
rotular, y ponga el interruptor en la posición
ON (encendida).
3-10. Conexión a una alimentación trifásica (continuado)

OM-217 655 Página 24
SECCIÓN 4 − OPERACION
4-1. Controles
Ref. 217 192-A / 803 942-A
6
El verde en la placa de nombre indica
una función TIG, el gris en la placa de
nombre indica la función de soldadura
convencional
1 Interruptor de potencia
Use el interruptor para encender la unidad
y la luz indicadora “On/Off” (prendido/apa-
gado)
2 Luz indicadora de la salida
Cuando se dé inicialmente la energía a la
unidad la luz indicadora parpadea varias
veces y entones se ilumina continuamente.
Cuando se apaga la unidad, la luz indicado-
ra parpadea varias veces y el ventilador de
enfriamiento funcionará brevemente, en-
tonces ambos se apagarán completamen-
te.
3 Controles de proceso
Véase Sección 4-2.
4 AMP ADJUST (Control de amperaje)
Haga girar la perilla en el sentido de las agu-
jas del reloj para aumentar el amperaje
(5-280 A).
Véase Sección NO TAG.
5 Luz indicadora de apagamiento bajo
temperatura alta
Cuando la unidad originalmente recibe la
energía esta luz indicadora se ilumina apro-
ximadamente por 1 segundo para dar con-
firmación visual de que la luz está funcio-
nando apropiadamente (véase Sección
2-2).
6 Receptáculo Remoto 14.
5
1
432

OM-217 655 Página 25
4-2. Control de selección del proceso
TIPO DE
ELECTRODO
FIJACIÓN SUGERIDA
DE PROCESO
EXXX1
EXXX2
EXX10
EXX10
EXXX3
EXXX4
EXXX5
EXXX6
EXXX7
EXXX8
Inoxidable
EXX18
EXX18
EXX18
EXX18
EXX18
EXX18
EXX18
1
1 Selector de proceso
Dé vuelta a la perilla para seleccio-
nar el proceso apropiado.
Lift−Arct (arco de levantar) TIG
- El voltaje de circuito abierto nor-
mal no está presente entre el elec-
trodo y la pieza de trabajo. El con-
tactor de estado sólido no tiene
energía hasta que el electrodo toca
la pieza de trabajo, quitando de es-
ta manera sobrecalentamiento,
que el electrodo se pegue, o conta-
minación del electrodo (véase Sec-
ción 4-4). Haga las conexiones de
acuerdo a la Sección 3-4.
Stick E XX18 Soft (convencional
E XX18 suave) - Esta fijación da
una fijación de fuerza menor de dig/
arc (cavamiento/arco) para rendi-
miento de soldadura suave. Pocas
“explosiones” de arco da una apa-
riencia de cordón excelente con
salpicadura mínima. Haga las co-
nexiones según a la Sección 3-5.
Stick E XX18 Stiff (convencional
E XX18 tiesa) - Esta fijación da una
fuerza mayor de dig/arc (cavamien-
to/arco) que da un charco de suelda
ligeramente más fluido, más “ex-
plosiones” de arco, y reduce el po-
tencial de que se pegue el electrodo
en largos de arco más cortos. Haga
las conexiones según a la Sección
3-5.
Stick E XX10 Soft (convencional
E XX10 suave) - Esta fijación da
una fuerza menor de dig/arc (cava-
miento/arco) para uniones vertica-
les hacia arriba de raíz abierta, o
uniones que no requieren corriente
adicional para inconsistencias de
unión. Haga las conexiones según
Sección 3-5.
Stick E XX10 Stiff (convencional
E XX10 tiesa) - Esta fijación da una
fuerza dig/arc (cavamiento/arco)
más fuerte para uniones verticales
hacia debajo de raíz abierta donde
se necesita corriente adicional para
compensar para unión demasiado
apretada sin la necesidad de incre-
mentar la corriente de soldadura to-
tal. Haga las conexiones según a
Sección 3-5.
SELECCIONES RECOMENDADAS DE
PROCESO VS TIPO DE ELECTRODO

OM-217 655 Página 26
4-3. Procedimiento para arranque en soldadura convencional − Técnica para arrancar
raspando
1
2
3
Cuando se haya seleccionado solda-
dura convencional, arranque el arco
de la siguiente manera:
1 Electrodo
2 Pieza de trabajo
3 Arco
Arrastre el electrodo sobre la pieza de
trabajo como si estuviese encendie
do un cerillo; levante al electrodo lig-
ramente después de haber tocado la
pieza de trabajo. Si el arco se apaga
es por que se levantó demasiado al
electrodo. Si el electrodo se adhiere a
la pieza de trabajo, déle la vuelta rápi-
damente para separarlo.
Únicamente para el modelo VRD: El
voltaje de circuito abierto normal no
está presente antes de que el elec-
trodo toque la pieza; sólo hay un bajo
voltaje de percepción entre el electro-
do y la pieza. Esto le permite al elec-
trodo tocar la pieza sin sobrecalen-
tarse, pegarse ni contaminarse.
4-4. Procedimientos para los arranques “Lift-Arc”
1
1 − 2
2
Arranque “Lift−Arct”
Cuando se ha seleccionado “Lift−
Arc”, arranque el arco como sigue:
1 Electrodo TIG
2 Pieza de Trabajo
Abra el gas. Toque el electrodo de tung-
steno a la pieza de trabajo en el punto
donde se comienza la soldadura. Sos-
tenga el electrodo sobre la pieza de
trabajo por 1−2 segundos, y lenta-
mente levante el electrodo. El arco se
forma cuando se levanta el electrodo.
El voltaje normal de circuito abierto no
está presente antes de que el electrodo
de tungsteno toque la pieza de trabajo;
solamente está presente un voltaje per-
ceptor bajo entre el electrodo y la pieza
de trabajo. El contactor de salida de es-
tado sólido no se toma energía hasta
que el electrodo esté tocando la pieza
de trabajo. Esto permite al electrodo el
tocar la pieza de trabajo sin sobre ca-
lentarla, sin pegarse ni contaminarse.
Aplicación:
Se usa “Lift−Arc” para el proceso
DCEN, TIG cuando el método de arran-
que HF no es permitido o para reempla-
zar el método de arranque raspando.
No lo comience como un fósforo (cerillo)
Método de arranque con Lift−Arc.
Segundos
Tocar

OM-217 655 Página 27
4-5. Información sobre el receptáculo remoto 14
Esta unidad automáticamente percibe cuando se ha conectado un control remoto al receptáculo “remote 14”. Después de conectar el control remoto,
la unidad automáticamente ajusta el control de salida a la configuración primaria/secundaria. En esta configuración, el control AMP ADJUST en la
unidad se vuelve primario y fija la salida máxima del amperaje de la unidad. El control remoto se vuelve secundario y da un ajuste de gama de amperaje
de 0 a 100% basado en la fijación del control AMP ADJUST.
AJ
B
K
I
C
L
NH
D
M
G
E
F
803 080
Socket* Información
15 VOLTS CD
A 15 voltios CD (no es funcional)
B El cerramiento de contacto a A completa el circui-
to de control de contactor de 15 voltios CD (no es
funcional)
CONTROL REMOTO
DE SALIDA
C 0 a + 10 voltios cd en la salida del control remoto.
D Conexión común del circuito para el control remo-
to.
E Señal de comando para entrada CD de 0 a + 10
voltios desde el control remoto.
Tierra
K Circuito común.
*No se usan los agujeros que quedan.
4-6. Fan-On-Demand
Esta unidad está equipada con “Fan-On-Demand” (ventilador que funciona cuando se lo necesita). Este ventilador opera solamente cuando es nece-
sario enfriar los componentes internos. Cuando se apaga la unidad, el ventilador operará por un periodo corto de tiempo mientras la luz indicadora de
salida esté parpadeando.
4-7. Montándola sobre Rejillas de Estante
A esta unidad se la puede montar en rejillas de estante (véase el Manual del Usuario de la rejilla, OM-221 611).

OM-217 655 Página 28
SECCIÓN 5 − MANTENIMIENTO Y CORRECCION DE
AVERIAS
5-1. Manutención rutinario
! Disconecta la potencia
antes de dar servicio.
Manténgala más amenudo durante
condiciones severas.
= Chequee = Cambio = Limpie = Reemplace
* Para que lo haga un Agente de Servicio Autorizado de la Fábrica
Cada
3 mese
s
Etiquetas no legibles Terminales de soldadura. Manguera de gas dañada.
Cables para soldadura
dañados
Cordones Cables de la antorcha
dañado
Cada
6 mese
s
O
! No quite la caja externa o bastidor para soplar aire
comprimido dentro de la unidad (vea Sección 5-2)
.
Dentro de la unidad
5-2. Soplando la parte interna de la unidad
! No quite la caja externa o
bastidor para soplar aire
comprimido dentro de la
unidad.
Para soplar la unidad, dirija el cho-
rro de aire a través de las ranuras
del frente y atrás de la unidad como
se muestra.
803 942-A
5-3. Reparacion de averias
803 942-A
1
2
1 Indicador luminoso de salida
(azul)
2 Indicador luminoso de alta
temperatura (amarillo)

OM-217 655 Página 29
El patrón de frecuencia de par-
padeo de los LED indica la con-
dición
Azul Amarillo
Rojo
(LED1 en
PC13)
Problema Causas posibles Solución
Ninguna
(antes de
MA050
280G)
Ninguna (an
-
tes de
MA050
280G)
Ninguna
No hay salida de
soldadura; la
unidad está
fuera de servic-
io.
Seccionador de línea abierto.
Ponga el seccionador de línea en la
posición Encendido (vea la sección
3-9 o 3-10).
Fusibles fundidos.
Revise los fusibles de las fases y si
alguno está quemado reemplácelo
o rearme el interruptor automático
(vea la sección 3-9 o 3-10).
Conexiones de entrada inadecuadas.
Verifique que las conexiones de la
alimentación estén en buenas con-
diciones (vea la sección 3-7 o 3-8).
Fusible F1 de la placa PC2 fundido.
Revise y reemplace F1, si corres-
ponde.
Voltaje de entrada incorrecto (de acuerdo a
la posición del selector de voltaje). PTC1 y
PTC2 en la placa PC2 recalentados cuan-
do se encendió la unidad.
Apague la fuente de poder para
soldadura, abra la cubierta pos-
terior y gire el interruptor selector
de voltaje al rango correcto. Es-
pere 10 minutos para que la
unidad se enfríe antes de encen-
der nuevamente la fuente de
poder.
El selector de proceso está entre dos
posiciones.
Compruebe que el selector de
proceso no está entre dos posic-
iones.
Azul y
amarillo
de
manera
alterna-
tiva
(efectivo
con
MA050
280G)
Azul y
amarillo de
manera al-
ternativa
(efectivo con
MA050
280G)
12
No hay salida de
soldadura; la
unidad está
fuera de servic-
io.
El selector de proceso está entre dos
posiciones.
Compruebe que el selector de
proceso no está entre dos posic-
iones.
Par-
padea
continu-
amente
.
0 7
No hay salida de
soldadura.
La fuente no
está lista.
El voltaje de alimentación
es muy bajo o muy
elevado.
El voltaje de la línea debe ser ±10
% del seleccionado.
El voltaje de la unidad es-
tá mal configurado.
Verifique el voltaje de la línea y con-
figúrela en consecuencia.
Desequilibrio en el voltaje
de la barra.
Revise los capacitores de la barra
de CC y la placa PC2 y reemplace
lo que sea necesario.
6 0 1
No hay salida de
soldadura.
Avería por
sobrecorriente
.
No hay corriente de re-
alimentación primaria Ifb.
Revise el cableado del transfor-
mador CT1 para verificar que no
haya cables cortados o sueltos.

OM-217 655 Página 30
El patrón de frecuencia de par-
padeo de los LED indica la con-
dición
Azul Amarillo
Rojo
(LED3 en
PC3 o
LED1 en
PC13)
Problema Causas posibles Solución
6 0 1
No hay salida de
soldadura.
Avería por
sobrecorriente
.
Diodo(s) de salida D1 o
D2 defectuosos.
Revise el cableado para verificar la
ausencia de cortocircuitos o cables
cortados o sueltos.
Inductor de refuerzo L3
defectuoso.
Reemplace el inductor de refuerzo
L3 si es necesario.
Dispositivo HD1 defec-
tuoso.
Reemplace HD1 si es necesario.
Conexión abierta entre
HD1 y PC1 o PC13.
Revise todo el cableado y las
conexiones.
PC13 defectuosas. Reemplace PC13.
PC13 defectuosas. Reemplace PC13.
PC2 defectuosa
(239001 ó 245857)
Reemplace la placa PC2.
4 0 8
No hay salida de
soldadura.
Bloqueo por
sobrevoltaje.
Relé CR1 del refuerzo en
cortocircuito.
Revise el cableado y el relé CR1
para confirmar la presencia de un
cortocircuito.
El relé CR1 del refuerzo
no se desconecta una vez
finalizada la soldadura.
Revise PC13.
Hay un voltaje mayor de
100 V, proveniente de otra
fuente, aplicado en los
pernos de salida.
Revise para verificar la ausencia de
fuentes de voltaje externas.
5 0 11
No hay salida de
soldadura.
Pérdida de
voltaje.
Los cables de la realimen-
tación de voltaje Vfb están
desconectados o inver-
tidos.
Revise los cables de Vfb, y la
conexión a los pernos de salida y a
las placas PC13.
Hay un cortocircuito entre
los pernos de la salida.
Revise para confirmar la ausencia
de un cortocircuito.
IGBT de PM1 o PM2
defectuoso en la placa
PC2.
Revise PC2 y reemplácela si es
necesario.
PC13 defectuosas. Reemplace PC13.
Inicialmente,
bajo voltaje de
circuito abierto
OCV, pero al ap
-
licar la carga los
LED comienzan
a parpadear.
PM1 o PM2 defectuosas
en la placa PC2.
Reemplace la placa PC2.
C3 defectuoso. Reemplace C3.
2 0 6
Baja salida de
soldadura.
Voltaje
reducido
debido a una
excesiva cor-
riente de en-
trada.
Consumo excesivo de
potencia monofásica.
Reduzca la salida a 200 A o
menos.
Alta potencia de salida (en
VA) con un bajo voltaje de
la línea de 230 V.
Verifique el voltaje de la línea y la
configuración de la soldadora.
3 0 10
No hay salida de
soldadura.
El gatillo en el dispositivo remoto ha
quedado accionado.
Destrabe el gatillo, espere unos 5
segundos y reanude el trabajo.
0
Continu-
amente en-
cendida
3
Unidad
recalentada.
Sobretemperatura en el
termistor (IGBT) principal
en PM1 o PM2 en PC2.
Deje que la unidad se enfríe. Re-
ajuste los tornillos de las placas
PM1, PM2 y PM3 con un par de ap
-
riete de 25 libras/pulg. (2,8 Nm).
5
Sobretemperatura en el
termistor secundario del
disipador térmico del
diodo de salida.

OM-217 655 Página 31
El patrón de frecuencia de par-
padeo de los LED indica la con-
dición
Azul Amarillo
Rojo
(LED1 en
PC13)
Problema Causas posibles Solución
0
Parpadea
continu-
amente
0
No hay salida de
soldadura.
Termistor
averiado.
Cortocircuito en el termis-
tor (IGBT) principal en
PM1 o PM2 en PC2.
Revise los termistores IGBT PM1 y
PM2 en PC2 para verificar la
ausencia de cortocircuitos.
2
Termistor (IGBT) principal
desconectado en PM1 o
PM2 en PC2.
Revise los termistores IGBT PM1 y
PM2 en PC2 para verificar si el
cableado se ha desconectado.
4
Termistor secundario des-
conectado en el disipador
térmico del diodo de
salida.
Revise los termistores de los
disipadores térmicos de las salidas
y su cableado para verificar la
ausencia de cables desconectados
o sueltos.
9
Termistor secundario en
cortocircuito en el
disipador térmico del
diodo de salida.
Revise los termistores de los
disipadores térmicos de las salidas
y su cableado para verificar la
ausencia de cortocircuitos.
N/A N/A N/A
El ventilador no
funciona.
Ventilador bloqueado.
Revise y elimine cualquier elemen-
to que esté bloqueando el movim-
iento del ventilador.
Ventilador averiado.
Haga que un agente de servicio
autorizado por la fábrica revise el
motor del ventilador.
PC13 defectuosas. Reemplace PC13.
N/A N/A N/A
El ventilador se
enciende y se
apaga contin-
uamente.
Hay un problema de sobrevoltaje.
Verifique el voltaje de la alimen-
tación y la posición del selector de
voltaje.
El circuito de detección de voltaje en la
placa PC2 está defectuoso.
Reemplace la placa PC2.
N/A N/A N/A
Salida de sol-
dadura errática
o inadecuada.
Cables de soldadura demasiado pequeños
o defectuosos.
Utilice la medida y el tipo de cable
de soldadura adecuados (vea la
sección 3-3).
Conexiones sucias o flojas.
Limpie y apriete todas las conex-
iones de los cables de soldadura
(vea las secciones 3-4 o 3-5).
N/A N/A N/A
Arco errante, fal
-
to de dirección.
Electrodo de tungsteno inadecuado.
Use el tamaño de electrodo de
tungsteno apropiado (vea la sec-
ción 7-1).
Tungsteno desgastado o defectuoso.
Use un electrodo de tungsteno cor-
rectamente preparado (vea la sec-
ción 7).
Flujo de gas excesivo.
Reduzca el flujo del gas (vea la
sección 3-4).
N/A N/A N/A
El electrodo de
tungsteno se es
-
tá oxidando y no
queda brillante
al terminar de
soldar.
El gas escapa de la zona de soldadura.
Proteja la zona de soldadura de las
corrientes de aire.
Tiempo de postflujo inadecuado.
Deje que el gas de postflujo fluya
durante un tiempo adecuado, des-
pués de haber terminado la sol-
dadura, para que proteja y enfríe al
electrodo.
Acoplamientos de gas flojos o con fugas.
Revise y apriete todas las conex-
iones de gas (vea la sección 3-4).
Hay agua en la antorcha. Consulte el manual de la antorcha.
Diagnósticos de los LED de PC2 (para placa de circuitos 239 001 ó 245 857)
LED Estado Solución
D2
(Circuito de potencia secundario)
Se enciende cuando el voltaje secundario del transformador T3
está presente.
Si no se enciende, comuníquese
con un agente del servicio autor-
izado por la fábrica.
D42
(Listo)
Estado del voltaje de precarga de la barra y el voltaje de línea.
Se enciende cuando hay pleno voltaje de precarga.
Si no se enciende, comuníquese
con un agente del servicio autor-
izado por la fábrica.
D43
(Sobrevoltaje en el capacitor)
Se enciende cuando hay 490 Vcc o más en uno o ambos capa-
citores de la barra.
Si se enciende, comuníquese con
un agente del servicio autorizado
por la fábrica.
D44
(Circuito de potencia principal)
Se enciende cuando el voltaje de control principal del transform-
ador T3 está presente.
Si no se enciende, comuníquese
con un agente del servicio autor-
izado por la fábrica.

OM-217 655 Página 32
SECCIÓN 6 − DIAGRAMAS ELECTRICOS
Ilustración 6-1. Diagrama de Circuito
No toque partes eléctricamente
vivas.
Desconecte la potencia de en-
trada o pare el motor antes dar
servicio a este equipo.
No lo opere sin las tapas en sitio.
Asegúrese que sólo personas
capacitadas instalen, usen, o
den servicio a esta unidad.
¡Cuidado!
Riesgo de choque o
golpe eléctrico

OM-217 655 Página 33
217 589-J

OM-217 655 Página 34
SECCIÓN 7 − SELECCIÓN Y PREPARACIÓN DE
UN ELECTRODO DE TUNGSTENO PARA SOLDADURA
POR ARCO EN CC O CA EN MÁQUINAS CON INVERSOR
gtaw_Inverter1page_2010spa
! Siempre que sea posible y práctico, utilice corriente continua (CC) para la salida de soldadura en vez de
corriente alterna (CA).
7-1. Selección de un electrodo de tungsteno
(Use guantes limpios para evitar la contaminación del tungsteno)
Rango de amperaje - Tipo de gas ♦ - Polaridad
Diámetro del electrodo (DCEN) − Argón
Electrodo negativo corriente directa
(Para utilizar con acero al carbono o inoxidable)
CA − Argón
Control de equilibrio con 65%
de ciclo negativo del electrodo
(Para utilizar con aluminio)
Electrodos de tungsteno aleados con: cerio al 2 % (banda naranja), lantano al 1,5 % (banda gris) o torio al 2 % (banda roja)
0,010” (1 mm) Hasta 25 Hasta 20
0,020” (1 mm) 15-40 15-35
0,040” (1 mm) 25-85 20-80
1/16” (1,6 mm) 50-160 50-150
3/32” (2,4 mm) 135-235 130-250
1/8” (3,2 mm) 250-400 225-360
5/32” (4,0 mm) 400-500 300-450
3/16” (4,8 mm) 500-750 400-500
1/4” (6,4 mm) 750-1000 600-800
♦El caudal habitual de argón varía entre 11 y 35 cfh (pies cúbicos por hora).
Las cifras indicadas constituyen sólo una guía y han sido elaboradas a partir de las recomendaciones de la Sociedad norteamericana de soldadura
(AWS) y los fabricantes de electrodos.
7-2. Preparación del electrodo de tungsteno para soldadura con electrodo negativo
corriente directa (DCEN) o soldadura con CA en máquinas con inversor
! El esmerilado del electrodo produce polvo y despide chispas que pueden causar lesiones e iniciar incendios.
Utilice una amoladora con ventilación localizada (ventilación forzada) o use un respirador aprobado. Si necesi-
ta información relacionada con la seguridad, consulte las Hojas de datos de seguridad de los materiales
(MSDS). Procure utilizar electrodos de tungsteno que contengan cerio, lantano o itrio en vez de torio, pues el
polvo producido al esmerilar los electrodos toriados contiene material con bajo nivel de radioactividad. De-
seche el polvo producido por la amoladora de forma segura para el medio ambiente. Use protectores faciales
y de manos y cuerpo adecuados. Mantenga los materiales inflamables alejados del área de trabajo.
1 Rueda de amolar
Antes de soldar, esmerile el extremo del
electrodo de tungsteno con una rueda de
amolar con abrasivo duro y de grano fino. No
utilice dicha rueda para otros trabajos pues
puede contaminar al electrodo y producir
una soldadura de baja calidad.
2 Electrodo de tungsteno
Se recomienda utilizar un tungsteno ceriado
al 2 %.
3 Extremo romo
El diámetro de la parte roma del extremo
del electrodo determina la capacidad de
amperaje.
4 Rectificado recto
Esmerile a lo largo del electrodo, no en
sentido radial.
1
3
4
2
El esmerilado
radial ocasiona
un arco errático
Preparación
incorrecta del
electrodo
2,5 veces el diámetro
del electrodo
La preparación correcta del electrodo
produce un arco estable

OM-217 655 Página 35
Apuntes

OM-217 655 Página 36
SECCIÓN 8 − LISTA DE PARTES
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
Ref. 803 947-F
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
23
25
1
5
16
13
24
26
27
Ilustración 8-1. Ensamblaje principal

OM-217 655 Página 37
Ilustración 8-1. Ensamblaje principal
Item
No.
Part
No. Description
Quantity
Model
907 251 907 24
4
1 Fig 8-2 Panel, Front W/Cmpnt 1... ........... .. ...............................................
2 Fig 8-3 Panel, Rear W/Cmpnt 1... ........... .. ...............................................
3 Fig 8-4 Magnetics Subassembly 1... ........... .. .............................................
4 Fig 8-6 Heat Sink Assembly, Output Diode 1... ........... .. ....................................
5 238999 Base Assy, 1... .......... .. .........................................................
6 206093 Bracket, Mtg Capacitors 1... .......... .. ..............................................
7 206038 Heat Sink Assembly, Input 1... .......... .. ............................................
8 +217216 Wrapper 1... ......... .. ...........................................................
203990 Label, Warning General Precautionary Static 1................ .. ............................
9 +207437 Cable, Power 6 ft 10ga 4c Blk/Red/Wht/Grnyel 1... ......... .. ..........................
182826 Label, Warning Electric Shock Power Cord 1................ .. .............................
10 206108 Handle, Rubberized Carrying 1... .......... .. .........................................
11 206289 Link, Connecting 4... .......... .. ....................................................
12 PLG3,6 206247 Plugs, W/Leads 2... . .. .....................................................
13 PLG4,7 206254 Plugs, W/Leads 2... . .. .....................................................
14 196231 Xfmr, Current Sensing 200/1 1... .......... .. ..........................................
15 206270 Insulator, Side 2... .......... .. ......................................................
16 PLG5 206276 Cable, LEM W/Plugs 1... .. . .. ................................................
17 C1,C2 +203912 Capacitor, Elctlt 2400 uf 500 VDC Can 2.5 Dia 2... .. .. ..........................
126026 Label, Warning Electric Shock Can Kill Significant 2................ .. .......................
18 205908 Clamp, Capacitor 2.500 Dia Horizontal Mtg Nylon 1... .......... .. .......................
19 232856 Rail, Heat Sink 2... .......... .. ......................................................
20 PC2 244500 Kit, Circuit Card Assy Interconnect 1... ... .. .. ....................................
21 PC13 243436 Circuit Card Assy, Control W/Program 1... .. . .. .................................
21 PC13 246930 Circuit Card Assy, Control W/Program VRD Model 1... .. . .. .......................
22 229337 Screw, M 5− .8x 12 Soc Hd−Torx Stl Pld Sems 6... .......... .. ..........................
23 252661 Washer, Spring 5 mm Din 137B Stl Zc Plated 2... .......... .. ...........................
24 200550 Screw, M10−1.5 x 20 Hex Hd−pln 8.8 Pld Sems 2... .......... .. .........................
25 Fig 8-5 Switch Assy, Relinking 1... ........... .. ...............................................
26 C7,C8 222488 Capacitor Assy 2... .. . .. .....................................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-217 655 Página 38
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 158-A
13
8
12
11
14
3
16
4
2
17
1
18
22
6
5
20
19
9
15
10
7
7
21
Ilustración 8-2. Panel, Front w/Components
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 8-2. Panel, Front w/Components
Model
907251012907251
907244
907251011
907244011
907244013 907244001
1 194242 Panel, Front/Rear 11111... ......... ..... ............................. ...... ...... ..... .....
2
205759 Panel, Front Upper 11111... ......... ..... ............................ ...... ...... ..... .....
3
195647 Panel, Front Lower 11111... ......... ..... ............................ ...... ...... ..... .....
4S1
207165 Switch, W/Leads 11111... ... .. ..... .............................. ...... ...... ..... .....
5
174991 Knob, Pointer 1.250 Dia x .250 ID... ......... .....
W/Spring Clip−.21 11111............................. ...... ...... ..... .....
6
174992 Knob, Pointer .840 Dia X .250 ID... ......... .....
W/Spring Clip−.21 11111............................. ...... ...... ..... .....
7 RC14
207144 Receptacle W/Leads & Plug(14 Pin) 11111... . . ..... ............. ...... ...... ..... .....
8
178548 Terminal, Connector Friction 22222... ......... ..... .................... ...... ...... ..... .....
218183 Rcpt Assy, Tw Lk Insul Fem............... .....
(Tweco Type) (Including) 2 2 2....................... ...... .....................
202813 Receptacle, Twist Lock Power............... .....
8 Assy (Dinse Type) (Including) 2 2................................... .....
209473 Receptacle, Twist Lock............... .............
Tweco(Female) 2 2 2....................... ...... .....................
9 202553 Receptacle, Twist Lock... ......... .............
Dinse(Female) 2 2........................................ .....
10
185712 Insulator, Bulkhead Front 22222.. ........ ............. ............... ...... ...... ..... .....
11
185713 Insulator, Bulkhead Rear 22222.. ........ ............. ............... ...... ...... ..... .....
12
185714 Washer, Tooth 22mmid X 31.5mmod.. ........ .............
1.310−1mmt Intern 22222.................... ...... ...... ..... .....
13
185717 Nut, M20−1.5 1.06 Hex .19h Brs Locking 22222.. ........ ............. . ...... ...... ..... .....
14
185718 O−ring, 0.989 ID x 0.070 H 22222.. ........ ............. .............. ...... ...... ..... .....
15
186228 O−ring, 0.739 ID x 0.070 H 22222.. ........ ............. ........... ...... ...... ..... .....

OM-217 655 Página 39
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
8-2. Panel, Front w/Components
(Continued)
Model
907251012907251
907244
907251011
907244011
907244013 907244001
16 207253 Blank, Hex Hole Black 11111.. ........ ..... ......................... ...... ...... ..... .....
17
217192 Nameplate, Miller CST 280 1 1 1.. ........ ..... ..................... ...... ......
17 221618 Nameplate, Miller CST 280 VRD 1 1 1.. ......... ..... ................................ ..... .....
17 220880 Nameplate,Miller CST 280 (French) 1.. ......... ..... ..............
18 PC4
243447 Circuit Card Assy, Operator.. . .. .....
Interface1 1 1 1.................................. ......
19 170391 Connector, Circ Ms Protective Cap 11111.. ......... ..... .............. ...... ...... ..... .....
20
178355 Nut, 375−32 .54 Hex .25h Nyl.. ........ .....
Flange .62D 22222................................. ...... ...... ..... .....
21 209554 Screw, KA 35x 8 Pan Hd−phL 22222.. ......... ..... ................... ...... ...... ..... .....
22 230485 Knob, Switch 11111.. ......... ..... ................................. ...... ...... ..... .....
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 948-B
6
1
2
3
4
5
6
7
Ilustración 8-3. Panel, Rear w/Components
Ilustración 8-3. Panel, Rear w/Components
Item
No.
Part
No. Description Quantit
y
1 194242 PANEL,FRONT/REAR 1... .......... .. ...............................................
2 206053 PANEL,REAR LOWER 1... .......... .. ..............................................
287132 LABEL,NOTICE CST IF FRONT PANEL LAMPS DO NOT LIGHT 1................ .. .........
3 210128 BRACKET,HEATSINK 1... .......... .. ...............................................
4 145217 SCREW,K40X 12 PAN HD−PHL 2... .......... .. ......................................
5 207253 BLANK,HEX HOLE BLACK 1... .......... .. ..........................................
6 201155 BUSHING,STRAIN RELIEF .450/.709 ID X1.068 MTG HOLE 1... ........... .. .............
7 246319 INSULATOR, SWITCH REAR PANEL CST−280 (NOT SHOWN) 1... .......... .. ..........
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-217 655 Página 40
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
804 206-A
10
3
1
9
11
8
7
8
2
5
4
6
8
13
12
Ilustración 8-4. Magnetics Subassembly
Diagram
Marking
Item
No.
Part
No. Description
Quantity
Ilustración 8-4. Magnetics Subassembly
Model
907 251 907 24
4
1 206063 PANEL,PLENUM 1... .............. .. ................................................
2 T1 212812 XFMR,HF LITZ/LITZ W/BOOST 1... .... ...... .. ............................
2 T1 206065 XFMR,HF LITZ/LITZ W/BOOST 1... .... ...... .. ...................................
3 FM 236263 FAN,MUFFIN 24VDC 3000 RPM 130 CFM 4.125 MTG HOLES 1 1... ... ...... .. ....
4 Z1 206064 INDUCTOR,OUTPUT 1 1... .... ...... .. ..................................... ....
5 CR1 206258 RELAY,ENCL 24VDC SPST 30A/240VAC 4PIN FLANGE MTG 1 1... ... ...... .. . ....
6 R3 206281 RESISTOR,W/LEADS 1 1... .... ...... .. .................................... ....
7 C3 196143 CAPACITOR,POLYP MET FILM 16. UF 400 VAC 10% 1 1... .... ...... .. ........ ....
8 057357 BUSHING,SNAP−IN NYL .937 ID X 1.125 MTG HOLE 3 3... .............. .. ........ ....
9 L3 225189 COIL,INDUCTOR (BOOST) 1 1... .... ...... .. ............................... ....
10 198634 BRACKET,FRONT HEATSINK MTG 1 1... .............. .. ........................ ....
11 083147 GROMMET,SCR NO 8/10 PANEL HOLE .312 SQ .500 HIGH 1 1... .............. .. .. ....
12 136343 SCREW,K50X 20 PAN HD−PHL 2 2... .............. .. ............................ ....
13 170647 BUSHING,SNAP−IN NYL 1.312 ID X 1.500 MTG HOLE 1 1... .............. .. ....... ....
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-217 655 Página 41
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 949-B
1
7
2
3
4
5
6
Ilustración 8-5. Relinking Switch And Door Assembly
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figure 8-5. Relinking Switch And Door Assembly
Model
907 251 907 24
4
1 +217252 DOOR ASSY,RELINKING 1 1... ............. .. ................................. ....
221460 LABEL,220−230 VAC 1.................... .. ............................................
221461 LABEL,460−575 VAC 1.................... .. ............................................
221458 LABEL,208−230 VAC 1.................... .. .....................................
221459 LABEL,400−460 VAC 1.................... .. .....................................
221462 LABEL,,CAUTION OPERATING LINK SWITCH ETC 1 1.................... .. ......... ....
2 217647 SWITCH,ROTARY 3 POSN 4P 32A 600V 180 DEG (SPL) 1 1... .............. .. ..... ....
3 209554 SCREW,KA35X 8 PAN HD−PHL 2 2... .............. .. ........................... ....
4 221573 NUT,SPEED SNAP−IN 1/4 TURN 2 2... .............. .. .......................... ....
5 221575 RETAINER,NYLON PUSH−ON 2 2... .............. .. ............................ ....
6 221574 SCREW,1/4 TURN OVAL HD−PHL 2 2... .............. .. ......................... ....
7 230485 KNOB,SWITCH 1 1... .............. .. .......................................... ....
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-217 655 Página 42
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
1
2
3
4
5
6
7
8
9
10
11
11
803 159-E
Ilustración 8-6. Heat Sink Assembly, Output Diode
Diagram
marking
Item
No.
Part
No. Description
Quanti
ty
Ilustración 8-6. Heat Sink Assembly, Output Diode
1 205916 Heat Sink, Diode Output 1... .......... .. .............................................
2 D1,D2 223422 Kit, Diode Ultra−fast Recovery 2... .. . .. ........................................
3 SR1 201530 Kit, Diode Fast Recovery Bridge 1... ... .. .. ......................................
4 HD1 191941 Transducer, Current 1... ... .. .. .................................................
5 R1,C5 207384 Resistor/Capacitor, 1... .. . .. ..................................................
6 RT1 209223 Thermistor, NTC 30k Ohm @ 25 Deg C 18in Lead 1... ... .. .. ......................
7 049611 Tubing, Cop .540 OD x .123 Wall x .687 1... ........... .. ................................
8 207932 Insulator, Heatsink 1... .......... .. ..................................................
9 108942 Screw, 250−20x1.25 Hexwhd .61D Gr5 Pld 1... .......... .. .............................
10 602 062 Screw, 004−40x .37 Pan Hd−phl Stl Pld Cone Sems 5... .......... .. .....................
11 207451 Screw, 008−32x .50 Pan Hd−phl Stl Pld Sems 7... .......... .. ..........................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-217 655 Página 43
Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
1
2
3
4
803 162-C
Ilustración 8-7. Heat Sink Assembly, Input
Diagram
marking
Item
No.
Part
No. Description
Quant
ity
Ilustración 8-7. Heat Sink Assembly, Input
1 205915 HEAT SINK,IGBT/INPUT RECTIFIER MODULE 1... .......... .. ........................
2 206091 BRACKET,HEATSINK REAR 1... .......... .. .........................................
3 TE1 206328 BLOCK,TERM 70 AMP 3 POLE SCREW TERM 4−14 WIRE 1... ... .. .. .............
4 244674 INSULATOR,TERMINAL BLOCK 1... .......... .. .....................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Apuntes

Apuntes

Apuntes

Efectivo 1 enero, 2012 (Equipo equipo con el número de serie
que comienza con las letras “MC” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano de obra
* Rectificadores de potencia de entrada originales
(incluye a los SCR, diodos y módulos con rectificadores
discretos)
2. Garantía de 3 años para piezas y mano de obra
* Generadores de soldadura impulsados por motor de
combustión interna
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC
(excepto que se establezca otra cosa)
* Fuentes de poder para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
(sin mano de obra)
* Fuentes de poder transformador/ rectificador
* Sistemas de agua de refrigeración (integrados)
3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano de obra)
4. Garantía de 1 año para piezas y mano de obra excepto que se
especifique otra cosa
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (sin mano de
obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo están cubiertas por el
tiempo restante de la garantía del producto en el que
están instaladas o por un mínimo de un año, el que sea
mayor.)
* Calibradores y reguladores de flujo (sin mano de obra)
* Controles de pie RFCS (excepto el RFCS−RJ45)
* Extractores de humo
* Unidades de alta frecuencia
* Antorchas para corte con plasma ICE/XT (sin mano de
obra)
* Fuentes de poder para calentamiento por inducción,
refrigeradores
(NOTA: los registradores electrónicos son
garantizados separadamente por el fabricante.)
* Bancos de carga
* Antorchas impulsadas a motor
(excepto las antorchas portacarrete Spoolmate)
* Unidad sopladora PAPR (sin mano de obra)
* Posicionadores y controladores
* Sistemas de estantes para equipos
* Remolques/carros de ruedas
* Soldadoras de punto
* Conjuntos alimentadores de alambre para arco
sumergido
* Sistemas de agua de refrigeración (no integrados)
* Antorchas TIG Weldcraft (sin mano de obra)
* Controles remotos Inalámbricos de Mano/ Pedal
y sus receptores.
* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)
5. Garantía de 6 meses para piezas
* Baterías
* Antorchas Bernard (sin mano de obra)
* Antorchas Tregaskiss (sin mano de obra)
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Antorchas MIG y antorchas para arco sumergido (SAW)
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas Roughneck
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2012−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2012 Miller Electric Mfg. Co. 2012−01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
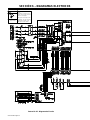 36
36
-
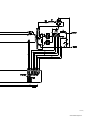 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller CST 280 El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
Miller CST 280 El manual del propietario
-
-
-
-
-
-
-
-
-