Miller MD120659U El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

OM-231 185Q/spa 2012−06
Auto-Axcess 300
CE
Procesos
Descripción
Soldadura MIG
Soldadura MIG pulsada
(GMAW-P)
Soldadura con alambre tubular
Soldadura automática
Interface de soldadura automática y
fuente de poder de soldadura de arco
™
www.MillerWelds.com/ams
MANUAL DEL OPERADOR

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted
Mil_Thank_spa
2005−04

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 4................................................
1-5. Estándares principales de seguridad 4....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5...................................
SECCIÓN 2 − DEFINICIONES 7................................................................
2-1. Definiciones del fabricante de las etiquetas de peligro 7......................................
2-2. Varios símbolos y definiciones 9.........................................................
SECCIÓN 3 − ESPECIFICACIONES 10..........................................................
3-1. Información importante correspondiente a los productos con marca CE (Vendidos dentro de la UE) 10
SECCIÓN 4 − INSTALACIÓN 11................................................................
4-1. Especificaciones 11.....................................................................
4-2. Dimensiones y peso 11..................................................................
4-3. Ciclo de trabajo y el sobrecalentamiento 12.................................................
4-4. Curvas voltio-amperio 12................................................................
4-5. Ubicación de la etiqueta con el número de serie y los valores nominales de los parámetros eléctricos de
la máquina 12..........................................................................
4-6. Seleccionando una ubicación 13..........................................................
4-7. Diagrama de conexión 13................................................................
4-8. Receptáculos del panel trasero y los protectors suplementarios 14.............................
4-9. Conectando a las terminales de la soldadura 15.............................................
4-10. Terminales de salida de soldadura y seleccionando los tamaños del cable 16.....................
4-11. Funciones del receptáculo periférico 17....................................................
4-12. Funciones del receptáculo del control del motor 17...........................................
4-13. Guía de servicio eléctrico 18.............................................................
4-14. Conectando la potencia de entrada trifásica 20..............................................
4-15. Operación del sensor táctil 21............................................................
4-16. Seleccionar programa remoto 21..........................................................
4-17. Fijación de programa remoto 21...........................................................
SECCIÓN 5 − OPERACIÓN 22..................................................................
5-1. Definiciones operacionales 22............................................................
5-2. Controles del panel delantero (Ver Sección 5-3) 24...........................................
5-3. Controles de los paneles delanteros - continuado (ver Sección 5-2) 25..........................
5-4. Interruptores del panel delantero 26........................................................
5-5. Modo de calibración de robot 28..........................................................
5-6. Muestras de programas de auto calibración de robot 29.......................................
5-7. Modo para refijar 31.....................................................................
SECCIÓN 6 − MANTENIMIENTO 32.............................................................
6-1. Mantenimiento rutinario 32...............................................................
6-2. Usando aire comprimido en el interior de la unidad 32........................................
SECCIÓN 7 − PRECAUCIONES DE SEGURIDAD 33..............................................
7-1. Uso de símbolos 33.....................................................................
7-2. Peligros en soldadura de arco 33..........................................................
7-3. Advertencias de Proposición 65 de California 34.............................................
7-4. Información sobre los campos electromagnéticos (EMF) 34...................................
SECCIÓN 8 − BÚSQUEDA DE AVERÍAS 35......................................................
8-1. Modo de valor fijado 35..................................................................
8-2. Diagnóstico 36.........................................................................
8-3. Quite la tapa y mida voltaje del condensador de entrada 39....................................
8-4. Los “LED” de diagnósticos de la tablilla de proceso de suelda PC4 40...........................

INDICE
8-5. Los “LED” de diagnósticos sobre la tablilla de proceso de suelda PC4 40........................
8-6. Los “LED” de diagnósticos de la Tablilla del Motor PC6 y las fijaciones de interruptores Dip 41......
8-7. Los “LED” de diagnósticos en la Tablilla del Motor PC6 41.....................................
8-8. Los “LED” de diagnósticos del modo de visualización PC7 42..................................
8-9. Los “LED” de diagnósticos en el modo de visualización PC7 42................................
8-10. Los “LED” de diagnósticos del modo de automación PC9 43...................................
8-11. Los “LED” de diagnósticos en el modo de automación PC9 44.................................
8-12. Indicadores luminosos (LED’s) del estatus de la red y módulo 45...............................
8-13. Reparación de averías 46................................................................
SECCIÓN 9 − DIAGRAMAS ELECTRICOS 47....................................................
SECCIÓN 10 − LISTA DE PARTES 54...........................................................
GARANTIA

DECLARATION OF CONFORMITY
for European Community (CE marked) products.
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 U.S.A. declares that the
product(s) identified in this declaration conform to the essential requirements and provisions of
the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product Stock Number
AutoAxcess 300 CE Autoline 907349
Council Directives:
• 2006/95/EC Low Voltage
• 2004/108/EC Electromagnetic Compatibility
Standards:
• IEC 609741:2005 Arc welding equipment – Part 1: Welding power sources
• IEC 6097410:2007 Arc Welding Equipment – Part 10: Electromagnetic compatibility (EMC) requirements
• EN 50445:2008 Product family standard to demonstrate compliance of equipment for resistance welding,
arc welding and allied processes with the basic restrictions related to human exposure to electromagnetic
fields (0 Hz – 300Hz)
Signatory:
_____________________________________ ___________________________________________
David A. Werba
Date of Declaration
MANAGER, PRODUCT DESIGN COMPLIANCE
October 14, 2011
241986F


OM-231 185 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
spa_som_2011−10
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usa los símbolos mostrados abajo por todo éste manual
para llamar la atención a y identificar a peligros posibles.
Cuando usted vee a este símbolo, tenga cuidado, y siga a las
instrucciónes relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estandares de seguridad de sección 1-5. Lea y siga todas
los estandares de seguridad.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA pued
e
matarlo.
El tocar partes con carga eléctrica viva puede causa
r
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. E
l
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre
,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan e
l
alambre de soldadura están vivos eléctricamente
.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use la salida de corriente alterna en áreas húmedas, si está
restringido en su movimiento, o esté en peligro de caerse.
D Use la salida CA SOLAMENTE si lo requiere el proceso de solda-
dura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale, conecte a tierra y utilice correctamente este equipo de ac-
uerdo a las instrucciones de su Manual del usuario y a lo
establecido en los reglamentos nacionales, estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Frecuentemente inspeccione el cordón de entrada de potencia por
daño o por alambre desnudo. Reemplace el cordón inmediata-
mente si está dañado − un alambre desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.

OM-231 185 Página 2
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que contacto cualquier objeto de metal. Dis-
connect cable for process not in useDesconecte los cables si no
utiliza la máquina.
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque las partes calientes con la mano sin
guante.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para solar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respi-
re el humo.
HUMO y GASES pueden ser peligrosos.
D Si está adentro, ventile el área y/o use ventilación local forzada an-
te el arco para quitar el humo y gases de soldadura.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de Datos sobre Seguridad de Material
(MSDS’s) y las instrucciones del fabricante con respecto a metales,
consumibles, recubrimientos, limpiadores y desengrasadores.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
D Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa protectiva hecha de un material durable, resistente a la
llama (cuero, algodón grueso, o lana) y protección a los pies.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
D No suelde donde la atmósfera pudiera contener polvo inflamable,
gas, o vapores de líquidos (como gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa protectiva sin aceite como guantes de cuero, camisa pe-
sada, pantalones sin basta, zapatos altos o botas y una corra.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.
EL AMONTAMIENTO DE GAS puede
enfermarle o matarle.
D Cierre el suministro de gas comprimido cuando
no lo use.
D Siempre dé ventilación a espacios cerrados o
use un respirador aprobado que reemplaza el
aire.

OM-231 185 Página 3
Los CAMPOS ELÉCTRICOS Y MAGNÉTICOS
(EMF) pueden afectar el funcionamiento
de los dispositivos médicos implantados.
D Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben man-
tenerse apartadas de la zona de trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros de gas comprimido contienen gas a
alta presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte
del proceso de soldadura, sie pre trátelos con
cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente cilindros de gas comprimido, reguladores, man-
gueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buenas condiciones.
D Siempre mantenga su cara lejos de la salida de una válvula cuan-
do esté operando la válvula de cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Use el equipo correcto, procedimientos correctos, y suficiente nú-
mero de personas para levantar y mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflama-
bles.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para le-
vantar la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de
soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amola-
dora con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables
lejos.
ESTÁTICA (ESD) puede dañar las ta-
blillas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
El ALAMBRE de SOLDAR puede
causar heridas.
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ningu-
na parte del cuerpo, otras personas o cualquier
objeto de metal cuando esté pasando el alam-
bre.

OM-231 185 Página 4
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
D No utilice la soldadora para cargar baterías ni
para hacer arrancar vehículos a menos que
tenga incorporado un cargador de baterías
diseñado para ello.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y
guardas cerrados y en su lugar.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de mantenimiento deben ser ejecutados
de acuerdo a las instrucciones del manual del usuario, las
normas de la industria y los códigos nacionales, estatales
y locales.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
Este producto cuando se usa para soldar o cortar, produce
humo o gases que contienen químicos conocidos en el esta-
do de California por causar defectos al feto y en algunos
casos, cáncer. (Sección de Seguridad del Código de Salud en
California No. 25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el es-
tado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).

OM-231 185 Página 5
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-231 185 Página 6

OM-231 185 Página 7
SECCIÓN 2 − DEFINICIONES
2-1. Definiciones del fabricante de las etiquetas de peligro
. Algunos símbolos se encuentran únicamente en los productos con la marca CE
¡Advertencia!, ¡Cuidado! Hay peligros posibles como lo muestran los símbolos.
Safe1 2012−05
Use guantes aislantes secos. No toque el electrodo con la mano desnuda. No use guantes mojados o deterio-
rados.
Safe2 2012−05
Protéjase de el choque eléctrico aislandose usted mismo del trabajo y la tierra.
Safe3 2012−05
Desconecte el enchufe de la entrada o la alimentación antes de trabajar en la máquina.
Safe5 2012−05
Mantenga su cabeza fuera del humo.
Safe6 2012−05
Use ventilación forzada o algún tipo de extracción local para eliminar los humos.
Safe8 2012−05
Use un ventilador para eliminar los humos.
Safe10 2012−05
Mantenga los materiales inflamables alejados de la soldadura. No suelde cerca de materiales inflamables.
Safe12 2012−05
Las chispas producidas por la soldadura pueden provocar incendios. Tenga a mano un extinguidor y una persona
que vigile lista para usarlo.
Safe14 2012−05
No suelde sobre tambores u otros recipientes cerrados.
Safe16 2012−05

OM-231 185 Página 8
No quite esta etiqueta ni la cubra con pintura.
Safe20 2012−05
Las piezas dañadas pueden explotar al encender la alimentación o causar la explosión de otras piezas de otras
piezas.
Safe26 2012−05
Al salir despedidos, los pedazos de las piezas pueden causar lesiones. Use siempre careta de protección
cuando repare la máquina.
Safe27 2012−05
Siempre use mangas largas y el cuello abotonado cuando esté reparando la unidad.
Safe28 2012−05
Conecte la alimentación de la máquina únicamente después de haber tomado las precauciones indicadas.
Safe29 2012−05
No use una sola manija para levantar o sostener la unidad.
Safe31 2012−05
No deseche el producto (si fuese necesario) con los residuos comunes.
Reutilice o recicle los residuos de aparatos eléctricos y electrónicos (WEEE) desechándolos en una planta
de recolección designada para tal fin.
Si necesita mayor información, comuníquese con la oficina de reciclado de su localidad o con su distribuidor local.
Safe37 2012−05
Use casco y lentes de seguridad. Use protección para los oídos
y abotónese el cuello de la camisa. Use careta para soldar con un
lente de protección adecuado. Use protección de cuerpo completo.
Safe38 2012−05
Entrénese y lea las instrucciones antes de trabajar en la máquina
o soldar.
Safe40 2012−05
V
V
V
Los capacitores de entrada permanecen cargados con un voltaje
peligroso aún después de haber apagado la alimentación. No toque
los capacitores pues están completamente cargados. Aguarde
siempre 5 minutos después de haber apagado la unidad para trabajar
en ella, O mida el voltaje del capacitor de entrada y asegúrese de que
el valor medido sea cercano a 0 (cero) antes de tocar alguna pieza.
Safe43 2012−05
=
<
60°
Siempre levante y sostenga la unidad con ambas manijas. Mantenga
el ángulo del aparato de elevación en menos de 60 grados.
Use un carro apropiado para mover la unidad.
Safe44 2012−05

OM-231 185 Página 9
2-2. Varios símbolos y definiciones
A
Amperios
Corriente directa
(CD)
Corriente alterna
(CA)
V
Voltios
Salida
Disyuntor
de circuito
Remoto
Prendido
Apagado Positivo Negativo Entrada
Fuerza de Arco
(Cavar)
Voltaje Constante Inductancia
Conexión a tierra
protegida
Incremente Conexión a la línea
Soldadura de arco
de Metal/Gas
(GMAW)
Convertidor de
Frecuencia
Estática
Trifásica-Transfor
mador-Rectificador
U
0
Voltaje nominal
sin carga
(término medio)
U
1
Voltaje primario
U
2
Voltaje de carga
convencional
X
Ciclo de trabajo
Hz
Hertz
IP
Grado
de protección
I
2
Corriente de
soldadura nominal
%
Por ciento
Pulsado Monofásica Trifásica
I
1 má
x.
Corriente nominal
máxima
de suministro
I
1eff
Corriente efectiva,
máxima
de suministro
S
Apto para algunas
ubicaciones
peligrosas

OM-231 185 Página 10
SECCIÓN 3 − ESPECIFICACIONES
3-1. Información importante correspondiente a los productos con marca CE (Vendidos
dentro de la UE)
A. Información sobre los campos electromagnéticos (EMF)
! Este equipo no debe ser utilizado por el público en general pues los límites de generación de campos electromagnéticos (EMF)
podrían ser excesivos para el público general durante la soldadura.
Este equipo está construido de conformidad con la norma EN 60974−1 y está destinado a ser utilizado únicamente en el ámbito laboral específico
(donde el acceso al público general está prohibido o reglamentado de manera similar al ámbito laboral específico) por un experto o por una
persona con los conocimientos necesarios.
Los alimentadores de alambre y todo el equipo auxiliar (como antorchas, sistemas de enfriamiento por líquido y dispositivos para el inicio y
estabilización del arco) que conforman el circuito de soldadura pueden no ser un productor importante de EMF. Si necesita mayor información
sobre la exposición a los EMF, consulte los manuales del usuario de los equipos que componen el circuito de soldadura.
S La evaluación de los EMF producidos por este equipo se llevó a cabo a una distancia de 0,5 m.
S A una distancia de 1 m los valores de exposición a los EMF eran inferiores al 20 % de los permitidos.
B. Información sobre compatibilidad electromagnética (EMC)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad elec-
tromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con la norma IEC 61000−3−12, siempre que la potencia de cortocircuito Ssc sea mayor o igual a 4,371,835 en el punto de
interconexión entre el suministro del usuario y el sistema público. El instalador o el usuario del equipo tienen la responsabilidad de asegurar,
mediante consulta con el operador de la red de distribución, si es necesario, que el equipo está conectado solamente a un suministro con una
potencia de cortocircuito Ssc mayor o igual a 4,371,835.
Notas
¡Trabaje como
un profesional!
Los profesionales
sueldan y cortar
de una manera
segura. Lea las
reglas de
seguridad al
comienzo
de este manual.

OM-231 185 Página 11
SECCIÓN 4 − INSTALACIÓN
. La apariencia real de la unidad puede variar de la unidad vista en el manual.
4-1. Especificaciones
Potencia de
alimenta-
ción o en-
trada
Salida Nominal
de Soldadura
Gama de Vol-
taje
Gama de veloci-
dad de alimenta-
ción de alambre
Gama de diámetro
del alambre
Máximo voltaje
en circuito
abierto (CD)
IP
Rating
Entrada en
Amperios
a la Carga
Nominal,
50/60, trifásica
Entrada
kVA
Entrada
KW
400V
Trifásica
225 A @
25 V CD,
100% ciclo de
trabajo
10-44
Estándar:
1,3-35,6 mpm
(50−1400 ppm)
0,8 -1,6 mm
(030 - 0.062 pulg.)
80
IP
21S{
10,4
7,2
(0,2*)
6,9
(0,04*)
*Mientras marcha en vacío; el amperaje de entrada fluctúa mientras marcha en vacío y siempre es menos que un amperio. Use un amperio para calcular
la eficiencia energética.
**La velocidad de alimentación del alambre varía para la soldadura GMAW. Mientras se suelde en forma pulsada las gamas de velocidad de alimentación
de alambre pueden ser más limitadas.
{Este equipo está diseñado para su utilización en interiores y no está preparado para ser utilizado ni almacenado en el exterior.
4-2. Dimensiones y peso
Dimensiones del esquema
de los agujeros
A
B
C
E
D
572 mm
(22-1/2 pulg)
584 mm
(23 pulg)
Ref 803 675-A
434 mm
(17-3/32 pulg)
A
434 mm
(17-3/32 pulg)
B
441 mm
(17-3/8 pulg)
C
485 mm
(19-3/32 pulg)
D
409 mm
(16-3/32 pulg)
E
13 mm
(1/2 pulg)
Peso
51 kg (112 lb) Net
61 kg (134 lb) bruto

OM-231 185 Página 12
60% Ciclo de trabajo a 300 Amperios
Ciclo de trabajo es un porcentaje de
10 minutos que la unidad o pistola
puede soldar a la carga nominal sin
sobrecalentarse.
Si la unidad se sobrecaliente, el
termostato se abre, salida se para,
y el ventilador sigue funcionando.
Espere quince minutos para enfriar
la unidad. Reduzca el amperaje o el
ciclo de trabajo antes de soldar.
AVISO − Soldando más allá del ci-
clo de trabajo puede dañar la uni-
dad o antorcha e invalidar la ga-
rantía.
4-3. Ciclo de trabajo y el sobrecalentamiento
0
15
A/V
Minutos
duty1 4/95 − 230 226-B
OPERACIÓN
TRIFÁSICA
CICLO DE TRABAJO
AMPERIOS PARA SOLDAR
100% Ciclo de trabajo a 225 Amperios
Sobrecalentando
O reduzca el ciclo
de trabajo
Soldadura continua
6 minutos soldando 4 minutos enfriando
Las curvas voltio-amperio
muestran la capacidad mínima y
máxima de salida de voltaje y
amperaje de la unidad. Las curvas
de otras selecciones caen entre las
curvas demostradas.
. Esta curva voltio-amperio
representa la salida dinámica
de la unidad con carga
estática.
4-4. Curvas voltio-amperio
va_curve1 4/95
MODO CV
0
10
20
30
40
50
60
70
80
0 100 200 300 400 500 60 0
AMPERIOS
VOLTIOS
4-5. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contra-
portada de este manual para consultas futuras.

OM-231 185 Página 13
4-6. Seleccionando una ubicación
loc_2 3/96 Ref-803 675-A
2
3
460 mm
(18 pulg)
1
O
! No amontone las unidades.
Esté consciente de que pue-
dan voltearse.
1 Puntas de levantar
Use las puntas de levantar para
mover la unidad.
Pase las puntas más allá del lado
opuesto de la unidad.
2 Carrito de mano
Use el carro o un dispositivo similar
para mover la unidad.
3 Dispositivo para desconectar
de la línea
Ubique la unidad cerca de una
fuente de potencia eléctrica
correcta.
Movimiento
Ubicación
! No mueva o opere la unidad
donde podría voltearse.
Volteándose
! Se puede requerir una instalación especial donde gasolina o líquidos
volátiles estén presente − vea a NEC Articulo 511 o CEC Sección 20.
460 mm
(18 pulg)
. Se debe instalar el juego apro-
piado interface en la unidad de la
fuente de poder/interface para
dejar que se conecte al robot.
1 Robot (Variará de acuerdo con
la aplicación)
2 Montaje del Motor/Impulsador
3 Cilindro de gas
4 Manguera de gas
5 Control del Robot
6 Entrada de poder del
Robot/Cable de salida
7 Cable del control de gas y del
motor
8 Fuente de poder de
soldadura/Unidad interface
9 Cable negativo (−) de soldar
10 Pieza de Trabajo
11 Alambre sensor del voltaje
Recomendado para pulso exacto
(Accu-pulse) y RMD (optativo).
. El alambre de percepción posi-
tiva (+) está contenido dentro del
cable del motor.
12 Cable positivo (+) de soldar
Ref 803 675-A / Ref. 801 915-A
1
2 3
4
5
7
6
8
9
10
11
12
4-7. Diagrama de conexión

OM-231 185 Página 14
Ref. 803 676-A
2
3
4-8. Receptáculos del panel trasero y los protectors suplementarios
1
6
4
5
1 115 V 10 A CA Receptáculo RC2
El receptáculo provee 60 Hz de poder
monofásica. Salida máxima del RC2
limitada por el protector suplementario
CB1 a 10 amps.
2 Protector suplementario CB1
3 Protector suplementario CB2
CB1 protege al receptáculo RC2 de
115 voltios de sobrecarga. Si CB1 se
abre, el RC2 no funciona.
CB2 protege de sobrecarga al motor
que alimenta alambre. Si CB2 se abre,
el alimentador de alambre no funciona.
. Oprima el botón para refijar el
disyuntor. Si el disyuntor continúa
abierto, contacte a un agente de
servicio autorizado de la fábrica.
4 Receptáculo RC8 Alimentador de
alambre/gas
Use receptáculo para conectar cable
de control de gas y motor a la fuente de
poder (ver Secciones 4-7 y 8 para
información adicional).
5 Receptáculo periférico RC25
El receptáculo provee conexión al
sensor táctil, al interruptor de caudal
de agua, alimentación lenta (jog +/−),
y a los contactos de circuito del rele-
vador I/O (ver Sección 4-11).
6 Receptáculo RC72 Robot
Interface
Use receptáculo para conectar el
cable de salida/entrada del robot
(ver Secciones 4-7 y 8 para infor-
mación adicional).

OM-231 185 Página 15
4-9. Conectando a las terminales de la soldadura
1
2
Ref 803 675-A / 803 778-A
19 mm (3/4 pulg)
6
4
5
3
! Apague la poder antes de conectar
a los terminales de salida de solda-
dura.
! El no conectar los cables de solda-
dura adecuadamente puede causar
calor excesivo y causar un incendio,
o hacer daño a su máquina.
Determine la longitud total del cable en el
circuito de soldadura (tanto los cables posi-
tivo y negativo combinados) y los amperios
máximos para soldar. Ver Sección 4-10 pa-
ra escoger tamaño apropiado del cable.
1 Terminal de salida de soldadura
positiva (+)
2 Terminal de salida de soldadura (-)
negativa
Conecte cable positivo de soldadura a ter-
minal de soldadura a positivo (+) y cable
negativo (−) a terminal negativo de cable.
3 Borne de salida de soldadura
4 Tuerca proporcionada del borne de
salida de soldadura
5 Terminal del cable de soldadura
6 Barra de cobre
Quite la tuerca proporcionada del borne de
salida de soldadura. Deslice el terminal del
cable de soldadura sobre el borne y sujéte-
lo con la tuerca de manera que el terminal
del cable de soldadura esté apretado con-
tra la barra de cobre. No ponga nada entre
el terminal del cable de soldadura y la
barra de cobre. Asegúrese que la super-
ficie del terminal del cable de soldadura
y la barra de cobre estén limpios.
Instalación correcta
Instalación incorrecta
Herramientas necesarias:
No ponga nada entre
el terminal del cable
de soldadura y la ba-
rra de cobre.
. Si está usando un proceso de electrodo negativo
(polaridad directa), el sensor del voltaje debe estar
conectado a la pieza de trabajo.

OM-231 185 Página 16
4-10. Terminales de salida de soldadura y seleccionando los tamaños del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 100 pies (30 m) de la pieza, la longitud total del cable del circuito de soldadura será 200 pies (2 cables x 100 pies). Use la columna
60 m (200 pies) para determinar la medida del cable.
Tamaño** de cable de soldadura y longitud total del cable (cobre)
en el circuito de soldadura que no exceda***
30 m ó menos 45 m 60 m 70 m 90 m 105 m 120 m
Bornes o terminales de
Salida de Soldadura
! Apague la poder antes
de conectar a los termi-
nales de salida de solda-
dura.
! No use cables que estén
gastados, dañados, de
tamaño muy pequeño, o
mal conectados.
Amperios
de
Soldadura
10 − 60%
Ciclo de
Trabajo-
mm
2
(AWG)
60 − 100%
Ciclo de
Trabajo-
mm
2
(AWG)
10 − 100% Ciclo de Trabajo
mm
2
(AWG)
Positivo
)
Negativo
*
Ref. 803 677-A
100 20 (4) 20 (4) 20 (4) 30 (3) 35 (2) 50 (1) 60 (1/0) 60 (1/0)
150 30 (3) 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 95 (3/0)
200 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
120
(4/0)
250 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2x2/0)
2x70
(2x2/0)
300 50 (1) 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x95
(2x3/0)
350 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x95
(2x3/0)
2x120
(2x4/0)
400 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x120
(2x4/0)
2x120
(2x4/0)
500 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x120
(2x4/0)
3x95
(3x3/0)
3x95
(3x3/0)
600 95 (3/0) 120 (4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x120
(2x4/0)
3x95
(3x3/0)
3x120
(3x4/0)
3x120
(3x4/0)
700 120 (4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x120
(2x4/0)
3x95
(3x3/0)
3x120
(3x4/0)
3x120
(3x4/0)
4x120
(4x4/0)
800 120 (4/0)
2x70
(2x2/0)
2x95
(2x3/0)
2x120
(2x4/0)
3x120
(3x4/0)
3x120
(3x4/0)
4x120
(4x4/0)
4x120
(4x4/0)
* Este cuadro es una guía general y puede no servir para todas las aplicaciones. Si el cable se sobrecalienta, use la medida de cable siguiente
mayor.
**El tamaño del cable de soldar (AWG) se basa en ya sea, 4 voltios o menos de caída, o una densidad de corriente de por lo menos 300 “mils”
circulares por amperio. ( ) = mm
2
para uso métrico
***Para mayores distancias que en las de la guía, llame a un representante de aplicaciones de la fábrica.
Milan ref. S-0007-J 2011−07
. En aplicaciones de soldadura pulsada usando fuentes de poder tipo inversor, con cables de capacidad pequeña corrientes picos pueden resultar
en una extrema caída de voltaje produciendo malas características de soldadura . Una recomendación para el tamaño del cable de soldadura
es de un mínimo de 2/0 para fuentes de poder de soldadura de 300 amperios y 4/0 para fuentes de poder de 450 amperios mientras que la longitud
total del cable sea menos de 30m (100 pies).

OM-231 185 Página 17
4-11. Funciones del receptáculo periférico
Ref. 803 675-A
A
K
B
M
J
C
L
H
D
E
F
Función Enchufe Información sobre el enchufe
A No se usa.
B No se usa.
Purga
C* Circuito común.
D Contacto de cierre a C completa 40 voltios cd de
circuito solenoide para purgar línea de gas protector.
Señal de entrada
de interruptor de
flujo de
refrigerante
E Contacto de cierre a F indica que interruptor de flujo
de refrigerante está cerrado y que sistema recircu-
lante de refrigerante funciona.
F* Circuito común.
Alimentación lenta
(Jog) +
H** Contacto de cierre a circuito común avanza
alambre de soldadura a montaje impulsor del
alambre.
Alimentación lenta
(Jog) −
J** Contacto de cierre a circuito común retrae alambre
de soldadura a montaje impulsor del alambre.
Sensor táctil “ON”
(encendido) y
señal de salida
de corriente
K Contacto de cierre a L activa circuito de sensor táctil.
L* Circuito común.
M Pieza tocada +24 voltios cd señal de salida dirigida
a circuito común.
*El circuito común es el mismo punto eléctrico de referencia.
**Velocidad de alimentación lenta (“Jog”) + (avanza) y “Jog” − (se retrae) es 60 pulg/min. por 3 segundos, luego cambia automáticamente
a 700 pulg./min.
Nota: Se requiere enchufe “anfenol” que empareje, suministrado por el cliente, pieza de fábrica No. 194 847, [Pieza “anfenol”
No. 97-3106A-20-33P(B)(621) y una abrazadera protectora para el cable 97-3057-12(0621)], para usar receptáculo periférico.
4-12. Funciones del receptáculo del control del motor
D
H
BE
K
F
J
A
C
G
Ref. 803 675-A
Enchufe Información sobre el enchufe
A No se usa.
B Motor negativo (−).
C Tacómetro A
D Motor positivo (+).
E Común del tacómetro
F Válvula de gas
G Percepción del electrodo
H Tacómetro +5 voltios CD
J Tacómetro B
K Válvula de gas

OM-231 185 Página 18
4-13. Guía de servicio eléctrico
Si no se siguen estas recomendaciones de fusibles y disyuntores se puede crear peligros de descarga eléctrica e incendio. Estas re-
comendaciones son para una ramificación del circuito que se aplica a la salida y ciclo de trabajo nominales de la fuente de poder de
soldadura.
AVISO − Se puede averiar a esta fuente de potencia de soldadura usando POTENCIA DE ENTRADA INCORRECTA. Esta fuente de poder de solda-
dura requiere una fuente de energia constante a la frecuencia tasada (+/− 10%) y voltaje (+/− 10%). El voltaje de la fase a tierra no podrá exceder
10% del voltaje nominal de entrada. No utilice un generador que tenga un aparato de ralentí automático (que pone al motor en ralentí cuando no percibe
carga) para suministrar potencia de entrada a esta fuente de poder de soldadura.
. El voltaje de entrada actual no debe de exceder más del 10% del voltaje de entrada requerido que se ha indicado. Si el voltaje de entrada actual
está afuera de esta gama, es muy posible que no haya salida disponible.
Trifásica
50/60 Hz
Voltaje de entrada (V) 400
Amperios de entrada a la salida nominal (A) 10.4
Fusible estándar máximo recomendado o con capacidad en Amperios
Breiquer de circuito
1
, Con demora de tiempo
2
10
De operación normal
3
15
Tamaño mínimo de conductor de entrada en mm
2
(AWG)
4
2.5 (14)
Largo máximo recomendado del conductor de entrada en metros (pies) 68 (223)
Tamaño mínimo de conductor de tierra en mm
2
(AWG)
4
2.5 (14)
Referencia: Código Nacional Eléctrico (NEC) de 2011 (incluyando artículo 630)
1.Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL 248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son los de la clase “K5” de UL (hasta aquéllos, e incluyendo
60 amps.) y los de la clase “H”. (65 amperios y más).
4 Los datos de conductores en esta sección especifican el tamaño del conductor (excluyendo cordones o cables flexibles) entre el tablero de panel y el
equipo de acuerdo a la tabla NEC 310.15 (B)(16). Si se usa un cordón o cable flexible, el tamaño mínimo del conductor puede aumentar. Vea la Tabla
NEC 400.5(A) para obtener los requisitos de cordones o cables flexibles.

OM-231 185 Página 19
Apuntes

OM-231 185 Página 20
4-14. Conectando la potencia de entrada trifásica
Input5 2012−05 Ref. 803 766-C / 804 750-A / Ref. 803 855-A
2
L1
7
1
L2
L3
3
4
8
6
9
10
5
6
3
4
Pase el conductor a tierra a través de
transductor, a terminal de tierra.
Pase el cable de entrada de poder
por tubo dentro de la unidad.
5/16 pulg
= GND/PE
Herramientas necesarias:

OM-231 185 Página 21
! Apague fuente de poder de soldadura
y revise voltaje en condensadores de
entrada según Sección 8-3 antes de
seguir.
! La instalación debe cumplir con todos
los códigos nacionales y locales.
Haga que sólo personas capacitadas
lleven a cabo esta instalación
! Desconecte y coloque un candado y
una etiqueta de advertencia en el sec-
cionador de la línea de alimentación
antes de conectar los conductores de
entrada a la unidad. Siga los proce-
dimientos establecidos relacionados
con la instalación y desmontaje de los
dispositivos de bloqueo (candados) y
etiquetas de advertencia.
! Haga las conexiones de potencia a
la fuente de poder primero.
! Siempre conecte el alambre verde/
amarillo al conductor para proveer la
terminal de tierra primero y nunca al
terminal de la línea.
Vea la etiqueta con los valores nominales
adherida a la unidad y verifique si el voltaje de
alimentación de la máquina está disponible
en el lugar.
1 Conductores de potencia de entrada
(Cordón suministrado por el cliente)
Seleccione el tamaño y longitud de los con-
ductores usando la Sección 4-13. Los con-
ductores deben cumplir con los códigos eléc-
tricos nacionales, estatales y locales. Si es
aplicable, use orejeras de conexión de la ca-
pacidad apropiada de amperaje y con el hue-
co de tamaño correcto.
Conexiones de entrada de potencia de
la fuente de poder de soldadura.
2 Sostén contra tirones
Instale el sostén contra tirones del tamaño
apropiado para la unidad y los conductores
de entrada. Pase los conductores (cordón) a
través del sostén contra tirones y apriete los
tornillos.
3 Terminal de tierra de la fuente de poder
de soldadura
4 Conductor a tierra verde o
verde/amarillo
Pase el conductor de tierra verde o verde/
amarillo a través del transductor de corriente
y conecte primero al terminal de tierra de la
fuente de poder de soldadura.
5 Bornes de línea de la fuente de poder
6 Conductores de entrada (L1, L2 y L3)
Conecte los conductores de entrada L1 (U),
L2 (V) y L3 (W) a los bornes de línea de la
fuente de poder.
Reinstale el panel lateral en la fuente de po-
der de soldadura.
Desconecte las conexiones de potencia
de entrada del aparato
7 Desconecte el aparato (se muestra el
interruptor en la posición OFF
(apagada))
8 Desconecte el terminal de tierra del
aparato
9 Conductores de entrada (L1, L2 y L3)
Conecte el conductor de tierra verde o verde/
Amarillo para desconectar el terminal de tie-
rra del aparato primero.
Conecte los conductores de entrada L1, L2 y
L3 al aparato de desconexión de los termina-
les de línea
10 Protección de sobre-corriente
Seleccione el tipo y tamaño de protección de
sobre-corriente usando Sección NO TAG
(se muestra un interruptor de reconexión con
fusible).
Cierre y sujete la puerta del aparato de des-
conexión de línea. Siga los procedimientos
establecidos relacionados con la instalación
y desmontaje de los dispositivos de bloqueo
(candados) y etiquetas de advertencia para
poner la unidad en servicio.
Reference − Input5 2012−05
4-14. Conectando la potencia de entrada trifásica (continuado)
4-15. Operación del sensor táctil
El sensor táctil permite que el robot localice todo lo soldado usando el sistema de alimentación de alambre y fuente de poder para soldar. Las terminales
de salida de soldadura proveen un sendero para el voltaje sensor cuando se lo usa en el receptáculo periférico. Al encender el sensor táctil hace que
voltaje cd esté en el alambre para soldar. Cuando este alambre toca todo lo soldado, se cierra el circuito sensor de voltaje y una señal de salida de +24
voltios va hacia el control del robot indicando que se detectó lo soldado. El voltaje cd del sensor táctil en el alambre para soldar es de 80 voltios CD. En
cuanto se enciende el sensor táctil, “WIRE LIVE” (ALAMBRE ELÉCTRICAMENTE VIVO) aparece en la pantalla de visualización delantera.
4-16. Seleccionar programa remoto
. “Seleccionar programa remoto” se fija en la fábrica cuando en “On”. Se requiere WaveWriter o File Management software de manejo de archivos
para apagarlo (“Off”).
Cuando “Seleccionar programa remoto” se enciende, se puede usar un aparato remoto o colgante de robot para seleccionar programas. Cuando se
apaga la selección de programas se hará desde la fuente de poder para soldar, en el panel delantero.
4-17. Fijación de programa remoto
. Cuando se encienda Seleccionar programa remoto, la selección se determinará por entrada remota una vez que se inicie la soldadura. Antes
de soldar, la selección se puede hacer normalmente desde la fuente de poder para soldar en el panel de control.
Ver la tabla que sigue para el código binario de Seleccionar programa remoto.
No. de Programa Salida A Salida B Salida C
1 Apagado Apagado Apagado
2 Prendido Apagado Apagado
3 Apagado Prendido Apagado
4 Prendido Prendido Apagado
5 Apagado Apagado Prendido
6 Prendido Apagado Prendido
7 Apagado Prendido Prendido
8 Prendido Prendido Prendido

OM-231 185 Página 22
SECCIÓN 5 − OPERACIÓN
5-1. Definiciones operacionales
Lo que sigue es una lista de términos y sus definiciones y cómo se aplican a esta unidad de interface.
Términos generales:
Sinérgico ”Sinérgico” se refiere a la habilidad de la unidad de usar los parámetros preprogramados para determinar las
fijaciones reales de pulso del amperaje pico, amperaje de respaldo, frecuencia del pulso y ancho del pulso a
cualquier fijación de velocidad de alimentación del alambre.
Ajuste de arco Es el término que se usa para representar la longitud del arco en programas de pulso. Incrementando el Ajuste
de arco aumenta el largo real del arco. De la misma manera, reduciendo el Ajuste de arco se acorta el largo del
arco. Al Ajuste de arco le reemplazan los voltios en programas de MIG.
Programa Ocho muescas activas para varios procesos, tipo de alambre y parámetros.
Proceso Una selección hecha para MIG, Pulso, Accu-pulse (pulso exacto), y RMD (optativo).
MIG proceso de soldadura CV con fijaciones individuales de voltaje y velocidad de alambre.
Pulso Programa de pulso convencional que usa pico, de respaldo, ancho de pulso, frecuencia y voltaje pico como
datos dados en fábrica. Se controla método adaptivo por ajuste de frecuencia.
Pulso exacto (Accu-pulse) Proceso de pulso que usa incremento o disminución de corriente constante con control de voltaje constante de
picos y respaldos. La reacción adaptadora se controla con niveles pico y mínimo de corriente. Los beneficios
son: tamaño de arco más corto, mejor control de charcos, más tolerancia de variación de distancia de punta al
trabajo, menos ruido, arco que no vaga, dejar que la soldadura llene puntos bajos, aumentando velocidad de
movimiento y depósito y más tolerancia a imperfecciones y brechas.
Accuspeed (opcional) Proceso de pulso CV diseñado para altas velocidades de desplazamiento, habitualmente usadas en
aplicaciones robóticas. El arco está diseñado para que sea recto y rápido. La pantalla en el panel frontal
muestra ACCU − SPED.
AccuCurve Proceso de pulso CV usando una forma de onda de pulso con curvas modificadas en lugares particulares den-
tro de la forma de la onda. Tiene un cambio definitivo de características del arco. La pantalla en el panel frontal
muestra ACCU − CURV.
RMD (opcional) RMD se refiere a depósito regulado de metal. Es una transferencia de cortocircuito controlada con precisión.
Los beneficios de RMD van bien con materiales delgados, mejora el relleno de brechas y reduce salpicaduras. Aca-
lora menos la obra, minimiza la distorsión y permite usar alambre de mayor diámetro en materiales delgados.
Tipo de alambre Selección de tipo de alambre por aleación y clasificación.
Tipo de gas Selección de gas protector que se usa en la aplicación.
Fijación de proceso Selección de procedimiento para ingresar programa
Cargar programa Entra la información sobre el programa seleccionado en la muesca del programa.
Voltios Prefijar voltaje en modo MIG en ralentí, voltaje real al soldar y 3 segundos de valor de espera al final de la soldadura.
Tiempo Indica valores de tiempo que se fijan para funciones temporizadas (por ej. Preflujo, postflujo, sólo disponibles
en modos de Arco “On” y entrada análoga o en modos de Arco “On” y no entrada análoga).
Largo de arco Distancia del final del electrodo de alambre a la obra.
WFS Término usado para representar velocidad de alimentación de alambre. En modo MIG la fijación de alimentación
de alambre es independiente de la fijación del voltaje. “Accu-pulse” y RMD (opcional) que ajustan velocidad de
alimentación de alambre aumentan nivel de potencia en electrodo de alambre (control con una perilla).
Amps Indica amperaje promedio al soldar y 3 segundos de valor de espera al final de la soldadura.
Control de arco Oprimir el botón permite fijar inductancia en modo MIG y arco agudo en pulso, “Accu-pulse,” y RMD (opcional).
Inductancia En soldadura (GMAW) de corto circuito, un incremento en la inductancia disminuirá el número de transferencia
de metal de corto circuito por segundo (mientras no se hagan otros cambios) e incrementarán el tiempo del
arco encendido. El incremento en el tiempo del arco encendido hace más fluido el charco de la soldadura.
Arco agudo En modo de pulso y “Accu-pulse” este ajuste cambia el cono del arco al ajustar los datos de pulso preprogra-
mados en la fábrica En RMD (optativo) este control afectará el arco casi como la inductancia.
Ajuste La perilla de control se usa para cambiar o fijar parámetros y funciones.
Secuencia Escoger Secuencia permite fijar tiempo de preflujo, arranque, cráter, postflujo y retract (retraer) y parámetros
(sólo disponibles en modelos Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco “On” y no
entrada de Análogo).
Preflujo Fijar un valor de tiempo para flujo de gas antes de inicio de arco (sólo disponible en modelos Auto Axcess en modos
de Arco “On” y entrada de Análogo o en Arco “On” y no entrada de Análogo y sólo pueden fijarse con un PDA
opcional con software de ”File Management”.)

OM-231 185 Página 23
5-1 . Definiciones operacionales (continuado)
Inicio o Arranque (marcha) Provee ajuste de voltaje/arco, tasa de alimentación de alambre y valor de tiempo para arranques de arco
modificado (sólo disponible en modelos Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco
“On” y no entrada de Análogo y sólo pueden fijarse con un PDA opcional con software de “File Management”.)
Soldar Función de secuencia que permite una operación de soldar temporizada [(0 a 999 segundos) sólo disponible en
modelos Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco “On” y no entrada de Análogo y
sólo pueden fijarse con un PDA opcional con software de “File Management”.]
Cráter Permite fijar voltaje/arco, tasa de alimentación de alambre y valor de tiempo para finales de arco (sólo disponible
en modelos Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco “On” y no entrada de Análogo
y sólo pueden fijarse con un PDA opcional con software de “File Management”.)
Postflujo Fijar un valor de tiempo para flujo de gas después de final de arco (sólo disponible (sólo disponible en modelos
Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco “On” y no entrada de Análogo y sólo pue-
den fijarse con un PDA opcional con software de “File Management”.)
Retract (retraer) Función de secuencia que permite que el alambre se mueva para atrás hacia el tubo de contacto cuando se
haya completado una operación de soldadura. La fijaciones son dos, de velocidad (PPM) y tiempo (seg.), (sólo
disponible en modelos Auto Axcess en modos de Arco “On” y entrada de Análogo o en Arco “On” y no entrada
de Análogo y sólo pueden fijarse con un PDA opcional con software de “File Management”.)
Envuelve automática-
mente (Auto Thread)
Método de alimentación lenta (“jog”) de alambre sin sostener “jog” o interruptor de gatillo. Si se oprime a la vez
“Jog” y “Retract” (retraer) esto alimentará alambre automáticamente. La fijación dada es 72 a una tasa de
alimentación de 700 pulg./min. Si se oprime “jog”, “purge” o el interruptor de gatillo se terminará la característica
de envolvimiento automático). Se pueden cambiar estos valores usando software de PDA con Manejo de
Archivo/WaveWriter.

OM-231 185 Página 24
5-2. Controles del panel delantero (Ver Sección 5-3)
219 712-A
Setup
Adjust
ArcControl
V
A
A
1
3
5
7
2
9
10
11
1415
4
12
13
6
8
. Cuando se ilumina el indicador luminoso (LED), es porque se activa la función relacionada.
1 Lectura del programa
Aparece el número del programa que está
activo.
2 Ajuste perilla
Girar la perilla para cambiar el número del
programa, la fijación, el control del arco y los
parámetros de soldadura.
3 Indicador luminoso (LED) del botón
luminoso del programa
Los LED se iluminan cuando el botón de
oprimir del programa se activa.
4 Botón de oprimir del programa
Presione el botón de oprimir (se iluminan los
LED) y gire la perilla de ajuste para
seleccionar un programa activo.
Se visualiza la letra C con el número del
programa si el programa se ha cambiado de
las fijaciones de fábrica usando el PDA
optativo con el software de Manejo de
Archivo/WaveWriter (Ver el manual de
operador de “File Management/WaveWriter”).
. No se puede cambiar el programa desde
el panel delantero mientras se suelda.
Sostenga oprimido el botón para ver el
nombre del programa. Se da nombres a los
programas a medida usando un PDA optativo
con software de “File Management /
WaveWriter” El nombre del programa aparece
en las pantallas de más arriba y abajo
(artículos 13 y 15).
5 Indicadores del modo para fijar
El LED iluminado indica que el modo para fijar
está activo. El modo de fijación de parámetros
aparece en las ventanas de visualización
(ver artículos 13 y 15).
Proceso LED
Cuando este LED se ilumina, gire la perilla de
ajuste para escoger el proceso de soldadura
deseado. Las selecciones incluyen soldadura
a pulso (aparece como PULS), “Accu-pulse,”
MIG soldadura (MIG) y “Accu Puls/RMD”
[Depósito de Metal Regulado (optativo)].
LED de tipo de alambre
Cuando este LED se ilumina, gire la perilla de
ajuste para escoger el tipo de alambre
deseado, la aleación de alambre y tamaño.
Las selecciones de tipo y tamaño de alambre
varían según el proceso de soldadura. Las
selecciones pueden incluir acero (aparece
como STL),acero inoxidable (SS), con núcleo
de metal (MCOR), aluminio (ALUM). Ver
Tabla 5-1 para toda abreviatura de alambres.
LED de tipo de gas
Cuando se ilumina este LED, gire la perilla de
ajuste para escoger el gas de soldar deseado.
Las selecciones de tipo de gas varían según
el proceso de soldadura escogido.
Ver Tabla 5-1 para toda abreviatura de gas.
6 El Indicador luminoso (LED) del botón
que se oprime para fijaciones.
Este LED se ilumina para indicar que uno de
los modos de fijación está activo.
7 Botón de oprimir para fijaciones.
Oprima el botón para seleccionar parámetros
de Proceso, Tipo de alambre, Diámetro de
alambre o Tipo de gas.
. Para memorizar las selecciones, se debe
oprimir 6 veces el botón de fijaciones
antes de oprimir ningún otro botón: una
vez para escoger Proceso, otra vez para
Tipo de alambre, otra para escoger
Aleación de alambre, otra para el tamaño
del alambre, otra para el tipo de gas y una
sexta vez para guardar las selecciones
en la memoria. Las visualizaciones
mostrarán temporalmente “PROG
LOAD” (Carga programa) que indica
memorización de los datos.
16

OM-231 185 Página 25
8 Indicador luminoso (LED) de Control del
arco
Las luces LED indican que el botón del control
de arco está activo. La luz se apaga cuando
está inactivo.
9 Botón de oprimir de control de arco
Este botón permite calibrar bien la inductancia
de los programas MIG y Control de Arco que
no sean MIG. Cuando se presiona este botón,
la pantalla superior (artículo 15) muestra
INDU por inductancia o ARC por control de
arco para indicar qué parámetro se ha
escogido para cambiar. La gama de valores
posibles es 0-99 para inductancia y 0-50 para
control de arco. Gire la perilla de ajuste para
cambiar valor del parámetro. Oprima el botón
para desactivar el modo de control de arco
(el LED se apaga).
10 Los LED de Alimentación de
alambre/Gas/Contactor
Las luces LED de alimentación de alambre se
iluminan al activar el alimentador. Por
ejemplo, cuando se oprime el botón “Jog” o
“Retract” (Alimentación lenta o Retracción), el
LED de Alimentación de alambre (“Wirefeed”)
se ilumina.
El LED de Gas se ilumina cuando la válvula de
gas se activa.
Se ilumina el LED del Contactor cuando el
contactor de salida se activa, activando a la
vez las terminales de salida de soldadura.
11 Los LED de velocidad de alambre y
Amperios
El encendido indicador luminoso (LED,
abreviado así en inglés) indica si la velocidad
del alambre o si los amperios se visualizan.
12 Botón de oprimir para visualizar
Velocidad de Alimentación de alambre/
Amperios
13 Pantalla inferior
Presione botón de visualización de velocidad
de alimentación de alambre/amperios para
mostrar amperaje de soldadura o velocidad
de alimentación de alambre en pantalla
inferior (el LED bajo pantalla inferior se ilumina
para indicar cuál aparece). Al soldar, se
muestra el valor real.
Si se escoge amperaje para visualizarlo, la
unidad mostrará el amperaje real de la
soldadura antes de y durante el proceso de
soldadura a menos que la unidad esté en
modo de mostrar los valores de comandos.
Sólo se exhibirá el mando de velocidad de
alimentación mientras se suelda si se ha
fijado la unidad en el modo de Display
Command Values (Visualizar Valores de
Comando) aunque se haya oprimido el botón
Wire Feed Speed/Amps Display (Velocidad
de Alimentación/Visualización de Amperios).
. Las visualizaciones muestran valores
reales o de mando determinado por el
menú de configuración al usar PDA con
software de File Management/
WaveWriter. Los valores de mando se
visualizan antes de soldar y los valores
reales mientras se suelda a menos que
se haya usado un PDA con software de
File Management para fijar la unidad en el
modo de ”Display Command Values”
(visualizar valores de mando). En este
modo los valores de mando se muestran
al soldar.
. Si se usa un PDA con software de File
Management/WaveWriter para cambiar las
unidades de alimentación de alambre
(IPM, MPM) o mostrar información de
soldadura (mando o real),guarde los
cambios y entonces apague la unidad y
encienda de nuevo la poder para que se
realicen los cambios en la unidad.
14 Los LED de voltios y ajuste de arco
El LED iluminado indica si se visualiza voltaje
o largo de arco.
15 Pantalla superior
La pantalla superior muestra información
diferente dependiendo de la función activa de
la unidad y del proceso de soldadura usado.
Cuando la pantalla muestre voltaje (para un
proceso MIG), el LED de los voltios se
ilumina. Cuando muestre ajuste de arco
[en un proceso pulsado y de RMD (optativo)],
el LED de arco se ilumina. No obstante,
durante cualquier proceso para soldar (MIG y
a pulso), la unidad mostrará el voltaje real del
arco a menos que software de PDA con File
Management/WaveWriter haya fijado a la
unidad en el modo de “Display Command
Values” (mostrar valores de mando).
16 Indicador luminoso (LED) con cerradura
• El indicador luminoso LED de traba está ilu-
minado cuando uno o más de los progra-
mas se han trabado por medio del uso del
software PDA con “File Management/Wave
Writer” opcional. Esto indica que se han in-
habilitado algunos programas. El programa
inhabilitado no aparecerá para ser selec-
cionado.
Refiérase al manual del dueño de File Ma-
nagement/Wave Writer para información
adicional.
5-3. Controles de los paneles delanteros - continuado (ver Sección 5-2)

OM-231 185 Página 26
1 Interruptor de potencia
Enciende o apaga la unidad (“On” u “Off”).
La secuencia para poner en marcha puede
durar hasta 30 segundos antes que la unidad
esté lista para soldar. Durante la puesta en
marcha, el panel delantero mostrará
mensajes que indiquen el estado de la unidad.
El primer mensaje es:
NET(neto)
WAIT(Espere)
NET WAIT es una abreviatura para actualizar
con la Red (”network updating”) y significa que
el control de la Red se pone en marcha.
El próximo mensaje es:
XXXX (Robot Type) (Tipo de Robot)
XXXX identifica al adaptador del robot que se
usa identificado por la unidad (ver Tabla 5-2
para lista de adaptadores de robot que pueden
visualizarse). Para asegurar buen funciona-
miento del sistema verifique que el robot
visualizado corresponda al verdadero l robot
usado. El mensaje final es:
AUTO
300
AUTO 300 indica que se carga el software.
2 LED de contactor
El LED del Contactor se ilumina cuando se
activa la salida de soldadura.
3 Purgue el botón de oprimir
Presione el botón para purgar la línea de gas.
4 El indicador luminoso (LED) de gas
El LED de gas se ilumina cuando el botón de
oprimir de Purga se presiona.
5 El botón de oprimir de alimentación lenta
(“Jog”)
Oprima el botón para alimentar lentamente el
alambre.
6 El LED de alimentación de alambre.
El LED de alimentación de alambre se ilumina
cuando el botón de “Jog” se presiona.
7 Botón de oprimir de retracción (Retract)
Oprima el botón para retraer el alambre. El
LED de alimentación de alambre se ilumina
cuando se oprime el botón de retracción.
Se activa el envolvimiento automático al
presionar a la vez los botones de “Jog” y
“Retract”. Al oprimir “Jog”, “Purge” o el
interruptor de gatillo apagará el envolvimiento
automático.
8 PDA Port
9 PC Port
5-4. Interruptores del panel delantero
Ref. 803 677-A
1
2
3
4
6
7
5
8
9

OM-231 185 Página 27
Tabla 5-1. Abreviaturas para alambre y gas de soldadura*
Descripción del
alambre
Abreviatura de alambre Tipo de aleación Tipo de gas Abreviatura de Gas
Acero STL E70, E100, E120 100% CO
2
90% Argón/ 10% CO
2
,
85% Argón/ 15% CO
2
,
75% Argón/ 25% CO
2
,
95% Argón/ 5% CO
2
,
95% Argón/ 5% CO
2
,
98% Argón/ 2% CO
2
,
CO2
C10
C15
C25
C5
OX5
OX2
Acero Inoxidable SS 308, 309, 312, 316 98% Argón, 2% O
2
(81Ar/18HE/1CO
2
Accu-pulse)
90HE/7-1/2Ar/2-1/2CO
2
MIG/
RMD/Accu-pulse)
OX2
Tri Gas
Tri Gas
Alambre tubular con nú-
cleo
de fundente
MCOR 71, 76, 86R, 409, 439
90% Argón/ 10% CO
2
C10
98% Argón/ 2% O
2
OX2
Aluminio ALUM 4XXX, 5XXX 100% Argón ARGN
* Puede que no todo tipo de alambre esté disponible para su unidad.
Tabla 5-2. Abreviaturas de Robot
Fabricante Abreviatura de Robot
ABB ABB
Fanuc FANU
Daihen DAHN
Kawasaki KAWA
Kuka KUKA
Comau COMU
Hitachi HCHI
Nachi NCHI
Panasonic PANA
Reis REIS
Adaptador de Robot DTEC
Detectar incapacitado Apagado
Ninguno Robt DTEC

OM-231 185 Página 28
5-5. Modo de calibración de robot
219 712-A
Use el modo de calibración de robot
para calibrar a la medida la fuente de
poder a las señales de mando del
robot. Así se asegura que la velocidad
de alambre, voltaje y ajuste de arco
sean iguales en el control colgante del
robot como en la fuente de poder.
. La recomendación de fábrica es
hacer las calibraciones en toda
instalación o actualización del
núcleo.
Siga este procedimiento si las
fijaciones de fábrica no son tan
exactas como se quisiera. La
sincronización del robot y de las
señales de la fuente de poder vuelve
más fácil a la instalación y mejora la
operación del sistema.
. El control colgante del robot debe
tener a la soldadura capacitada y
no puede haber condiciones de
cráter en arrancar/parar fijadas
en el robot.
El modo de calibración será “en seco”
desde la perspectiva del operario.
La fuente de poder provee retro-
alimentación al robot para que el robot
crea que se suelda, sin embargo,
la antorcha del robot no necesita
moverse durante la calibración.
. Si usted desea parar la
calibración, apague la potencia
de entrada y vuélvala a encender.
Si se calibra bien, el mensaje de
ROBT CAL cesa de mostrarse; no
obstante, si se calibra mal, el mensaje
permanece en la pantalla.
Para iniciar la calibración otra vez,
apague la potencia de entrada y
vuélvala a encender siguiendo los
pasos de fijación para calibrar.
Encienda la unidad. La unidad muestra el nombre abreviado del robot
detectado donde aparece XXXX (ver Tabla 5-2 para lista de
adaptadores de robot que se puede mostrar).
Presionar el botón de oprimir “Wire Speed/Amps Display” al aparecer
nombre abreviado de robot y entrar modo de calibración. El mensaje
ROBT CAL aparece. No se verá este mensaje hasta que la secuencia de
puesta en marcha se complete (aproximadamente 20 segundos).
Use control colgante de robot u otro método para entrar dos programas
de soldadura en el robot. Mantenga el programa 1 por lo menos de 10 a
20 segundos mínimo antes de pasar al programa 2. Mantenga el programa
2 de 10 a 20 segundos antes de concluir el simulacro de soldadura.
A continuación se muestran datos del horario:
Horario 1
10 Voltios
100 PULG./MIN.
Horario 2
44 Voltios
1000 PULG./MIN.
Cuando el modo de calibración termine, el mensaje ROBT CAL cesa
y la unidad mostrará información normal del panel delantero.
CIRCULER
Setup
Adjust
Ar c Cont rol
V
A
A
XXXX
Setup
Adjust
Ar c Cont rol
V
A
A
Setup
Adjust
Ar c Cont rol
V
A
A

OM-231 185 Página 29
5-6. Muestras de programas de auto calibración de robot
. Es de suma importancia que NO haya ningún parámetro de arranque de potencia, inicio de condiciones, avance lento o cráteres en el programa
del robot. La fuente de poder para soldar busca 2 condiciones claras para soldar. Si hay una condición de “start power” la fuente de poder creerá
que es la primera condición y no ejecutará bien “Auto-Cal”. Si hay una condición de “crater fill”, ” la fuente de poder creerá que es la segunda
condición y no ejecutará bien “Auto-Cal”.
Archivo real de condición Motoman de soldadura
<Welding Current Output Char.>(Característica de salida de corriente de soldadura.)
NO. REF (V) MEASURE (A (Medida))
01 0.01 1
02 7.00 500
03 13.99 999
04 0.00 000
< Característica de salida de corriente de soldadura>
NO. REF (V) MEASURE (V)(Medida)
01 0.14 0.5
02 7.00 25.0
03 14.00 50.0
04
Muestra de rutina de auto calibración para robot Motoman
0000 NOP
0001 Mov J
0002 AWELD 1.40 (AWELD entrada directa de 1,40Voltios = 100 pulg./min.)
0003 VWELD 2.80 (VWELD entrada directa de 2,80Voltios = 10,0 voltios)
0004 Arcon
0005 Timere (Temporizador) T=10,00
0006 Arcof
0007 AWELD 14,00 (AWELD entrada directa de 14,00Voltios = 1000 pulg./min.)
0008 VWELD 12.32 (VWELD entrada directa de 12,32Voltios = 44,0 voltios)
0009 Arcon
0010 Temporizador T=10,00
0011 Arcof
0012 Fin
Muestra de rutina de auto calibración para robot Fanuc
1: Call Safehome (Llame a Safehome)
2: J P[1] 40% Fine
Arcstart (Inicio de arco) [10,0Volts, 100,0 pulg./min.]
3: L P[2] 10.0 sec Fine
Final de arco End [0.0Volts, 0,0 pulg./min. 0,0Sec]
4: Wait 1.00 (Sec)
5: J P[3] 40% Fine
Arcstart [44.0Volts, 1000.0IPM]
6: L P[4] 10,0 sec Fine
Final de arco End [0.0Volts, 0,0 pulg./min. 0,0Sec]
7: Llame Safehome
Muestra de rutina de auto calibración para robot ABB
Mueva J a casa (home), v500, z50, tweldgun;
Arcl \ on, *, v500, sm1, wd1, wv0, z50, tweldgun;
Arcl \ off, *, v500, sm1, wd1, wv0, z50, tweldgun;
WaitTime 5;
Arcl \ on, *, v500, sm1, wd2, wv0, z50, tweldgun;
Arcl \ off, *, v500, sm1, wd2, wv0, z50, tweldgun;
Mueva J a casa (home), v500, z50, tweldgun;
*Todo valor de datos de uniones debe fijarse en cero.

OM-231 185 Página 30
(Weld data) Datos de soldadura 1: Datos de soldadura 2:
weld_sched:=0 weld_sched:=0
weld_speed:=5 weld_speed:=5
weld_voltaje:=10 weld_voltaje:=44
weld_wfs:=100 weld_wfs:=1000
org_weldspeed (velocidad de soldadura):=0 org_weldspeed (velocidad de soldadura):=0
org_weldvoltage (velocidad de soldadura):=0 org_weldvoltage (velocidad de soldadura):=0
org_weldwfeed (velocidad de soldadura):=0 org_weldwfeed (velocidad de soldadura):=0

OM-231 185 Página 31
5-7. Modo para refijar
219 712-A / 803 246-B
. El modo para refijar no se activa
cuando se capacita al programa
“cerrado bajo llave”.
El modo de refijar permite al operario
recargar las fijaciones de fábrica para
los ocho programas activos de la
unidad.
. Los datos de configuración del
sistema se perderán en la
operación de refijación.
Entre modo para refijar poniendo en marcha (“On”) y
presionando el botón de oprimir hasta que el mensaje
RST NO aparezca. No se visualiza el mensaje
RST NO hasta después de completar la secuencia
de puesta en marcha (unos 20 segundos).
Gire perilla de ajuste para cambiar
el “NO” a “YES” (sí).
Programa 1 Pulso
0,09 Acero dulce
90% Argón, 10% CO
2
Programa 2 MIG
0,09 Acero dulce
75% Argón, 25% CO
2
Programa 3 Accu-pulse
(Pulso exacto)
0,09 Acero dulce
90% Argón, 10% CO2
Programa 4 Pulso
.1,1 Acero dulce
90% Argón, 10% CO
2
Programa 5 MIG
1,1 Acero dulce
75% Argón, 25% CO
2
Programa 6 Accu-pulse
(Pulso exacto)
.1,1 Acero dulce
90% Argón, 10% CO2
Programa 7 Pulso
1,3 Acero suave
90% Argón, 10% CO
2
Programa 8 MIG
1,3 Acero suave
75% Argón, 25% CO
2
Presione el botón de control de arco
para confirmar la refijación.
El mensaje de refijación aparece por
2 segundos mientras se cargan las
fijaciones de programas de fábrica
en la unidad.
Durante el modo de refijación se
cargan los siguientes programas
dados en la unidad:
El mensaje de “Cycl Pwr” (potencia de ciclo)
aparece en pantalla cuando se acaban de
cargar los programas.
Apague la poder (Off), espere 10 segundos y
vuelva a encenderla para completar la refijación
(“Reset”).
. Después de completar “Reset”, asegúrese
de cargar los programas apropiados que
contienen los tamaños correctos de alambre,
el proceso y el gas protector para soldar.
Setup
Adjust
Ar c Cont rol
V
A
A
RST
NO
Setup
Adjust
Ar c Cont rol
V
A
A
RST
YES
Setup
Adjust
Ar c Cont rol
V
A
A
RST
YES
Setup
Adjust
Ar c Cont rol
V
A
A
CYCL
PWR

OM-210 540 Página 32
SECCIÓN 6 − MANTENIMIENTO
6-1. Mantenimiento rutinario
! Desconecte la potencia
antes de dar servicio.
. Haga mantenimiento más a me-
nudo bajo condiciones duras.
n = Chequee Z = Cambio ~ = Limpie l = Reemplace
* Para que lo haga un Agente de Servicio Autorizado de la Fábrica
Referenia
Cada 3
meses
l Etiquetas no legibles ~ Terminales de
soldadura.
l Manguera de gas
dañada.
nl Cables de soldadura
nl Cordones nl Cable de la pistola
Cada 6
meses
O
~ Rodillos de alimentación ~ Interior de la unidad
6-2. Usando aire comprimido en el interior de la unidad
! No quite el montaje al usar
aire comprimido dentro de la
unidad.
Al usar aire comprimido, dirija el
flujo del aire a través de las ranuras
delanteras y traseras de la unidad
como se muestra.
Ref 803 675-A

OM-231 185 Página 33
SECCIÓN 7 − PRECAUCIONES DE SEGURIDAD
Safety_stm_2011−10spa
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e
instrucciones de utilización.
7-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
7-2. Peligros en soldadura de arco
Los símbolos que se muestran más abajo se usan en todo el ma-
nual para llamar la atención a posibles peligros e identificarlos.
Cuando vea el símbolo, tenga cuidado y siga las instrucciones
del caso para evitar el peligro.
Solamente personas calificadas deben instalar, operar, man-
tener y reparar ésta máquina.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELÉCTRICA puede
matarlo.
D No toque piezas que estén eléctricamente vi-
vas.
D Apague la energía de soldar y de alimentar alambre y desconecte
y bloquee con llave la entrada de energía usando el interruptor de
línea, disyuntores de circuito, o retirando el enchufe de su receptá-
culo o parando el motor antes de revisar a menos que el proceso
requiera una unidad activa.
D Aíslese de tierra usando esteras secas aislantes lo suficientemen-
te grandes como para prevenir el contacto con el suelo.
D No deje a una unidad activa sin atenderla.
D Si el procedimiento requiere una unidad activa, haga que trabajen
sólo empleados que se conforman y están familiarizados con las
prácticas normales de seguridad.
D Al probar una unidad activa use el método de una sola mano.
No ponga ambas manos dentro de la unidad. Mantenga libre una
mano.
D Desconecte de una línea de abastecimiento inactiva los conducto-
res de energía de entrada ANTES de mover una fuente de poder
de soldadura.
Aun DESPUÉS de haber desconectado la alimen-
tación, puede quedar un VOLTAJE IMPORTANTE
DE CC en las fuentes de poder para soldadura con
convertidor CA/CC.
D Apague la inversora, desconecte la potencia de entrada y descar-
gue los condensadores de entrada según instrucciones en la
sección de mantenimiento antes de tocar parte alguna.
ELECTRICIDAD ESTÁTICA puede
dañar las tarjetas impresas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No revise la unidad cerca de objetos inflamables.
METAL que vuela puede lesionar los
ojos.
D Use gafas de seguridad con protección lateral
o protección facial durante revisión.
D Tenga cuidado de no hacer cortocircuito con herramientas, partes
o alambres de metal al probar o revisar.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque partes calientes sin protección.
D Deje que la antorcha o pistola de soldar se en-
fríen antes de revisarlas.
La EXPLOSIÓN DE UNA PIEZA puede
provocar lesiones.
D Las partes dañadas pueden estallar o causar
que otras partes estallen cuando se encienden
las inversoras.
D Use siempre protección facial y mangas largas
al revisar inversoras.
PELIGRO DE DESCARGA ELÉCTRICA
al hacer pruebas.
D Apague la fuente de poder de soldadura y ali-
mentador de alambre o pare el motor antes de
hacer o cambiar las conexiones con los cables
de un medidor.
D Use por lo menos un cable de medidor que ten-
ga una pinza lagarto que se sujete sola.
D Leer instrucciones para equipo de pruebas.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Use equipo de capacidad adecuada para
levantar la unidad.

OM-231 185 Página 34
D Si usa montacargas para mover la unidad, asegúrese que las pun-
tas del montacargas sean lo suficientemente largas para
extenderse más allá del lado opuesto de la unidad.
D Siga las pautas incluidas en el Manual de aplicaciones de la ec-
uación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.
D Verifique que sólo el personal cualificado retire
puertas, paneles, tapas o protecciones para
realizar tareas de mantenimiento, o resolver
problemas, según sea necesario.
D Mantenga manos, cabello, ropa floja, o herra-
mientas lejos de las partes que se mueven.
D Vuelva a instalar las puertas, paneles, tapas, o guardas cuando
se haya terminado el mantenimiento y antes de volver a conec-
tar la fuente de poder de soldadura.
Los CAMPOS ELÉCTRICOS Y
MAGNÉTICOS (EMF) pueden afectar
el funcionamiento de los dispositivos
médicos implantados.
D Las personas que usen marcapasos y otros aparatos médicos
implantados deben mantenerse lejos de las áreas de servicio
hasta que consulten con su doctor y el fabricante del aparato.
USO EXCESIVO puede causar
SOBRECALENTAMIENTO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
RADIACIÓN de ALTA FRECUENCIA
puede causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Que sólo personas capacitadas y familiarizadas con equipo elec-
trónico instalen, prueben y revisen unidades que producen H.F.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
LEER INSTRUCCIONES.
D Use folleto de pruebas (Parte No. 150 853) al
revisar esta unidad.
D Consulte el manual del operario para precau-
ciones de seguridad al soldar.
D Use solo repuestos auténticos.
D Lea y siga cuidadosamente las instrucciones contenidas en
todas las etiquetas y en el Manual técnico antes de instalar,
utilizar o realizar tareas de mantenimiento en la unidad. Lea la
información de seguridad incluida en la primera parte del manual
y en cada sección.
7-3. Advertencias de Proposición 65 de California
El equipo de soldar o cortar produce humo o gases que con-
tienen químicos conocidos en el estado de California como
causantes de defectos al feto y en algunos casos, cáncer.
(Sección de Seguridad del Código de Salud en California No.
25249.5 y lo que sigue)
Este producto contiene químicos, incluso plomo, que el
estado de California reconoce como causantes de cáncer,
defectos de nacimiento y otros daños al sistema reproductor.
Lávese las manos después de su uso.
7-4. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente de la soldadura
genera un campo EMF alrededor del circuito y los equipos de
soldadura. Los campos EMF pueden interferir con algunos dispositivos
médicos implantados como, por ejemplo, los marcapasos. Por lo tanto,
se deben tomar medidas de protección para las personas que utilizan
estos implantes médicos. Por ejemplo, aplique restricciones al acceso
de personas que pasan por las cercanías o realice evaluaciones de
riesgo individuales para los soldadores. Todos los soldadores deben
seguir los procedimientos que se indican a continuación con el objeto
de minimizar la exposición a los campos EMF generados por el circuito
de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-231 185 Página 35
SECCIÓN 8 − BÚSQUEDA DE AVERÍAS
8-1. Modo de valor fijado
El modo de Valor Fijado es una herramienta
para buscar averías que permite reemplazar
manualmente ciertos valores de comando
robóticos.
1 Botón de oprimir para fijaciones
2 Botón de oprimir de control de arco
3 Ajuste perilla
4 Botón de oprimir para visualizar
Velocidad de Alimentación de alambre/
Amperios
Ponga el modo de Valor Fijado oprimiendo a
la vez los botones de Fijación y Control de
Arco. Cuando el modo de Valor Fijado
muestre SET VALU (FIJE VALORES)
brevemente en las pantallas y los indicadores
luminosos (LED, en inglés) parpadeen bajo la
pantalla indicando si Voltios, Ajuste de Arco o
Velocidad del alambre se pueden cambiar
moviendo la perilla.
Dependiendo del proceso de soldadura
definido, ya sea voltios (MIG) o ajuste de arco
[pulso, Pulso-exacto o RMD (optativo)] se
pueden cambiar en la pantalla superior. La
velocidad del alambre se puede cambiar en la
pantalla inferior. Oprima el botón de
Velocidad/Amperios de alimentador de
alambre para escoger entre información en
la pantalla de arriba o la de abajo. El “LED”
bajo la pantalla activa parpadeará el valor que
se puede cambiar.
Dé vuelta a la perilla de ajuste para cambiar
valores.
Salga del modo de Valor fijado oprimiendo a la
vez los botones de Valor fijado y Control de
arco o apagando la fuente de poder y
volviéndola a encender.
1
2
3
4
Setup Adjust ArcControl
V
A
A
219 712-A

OM-231 185 Página 36
ERR
FLOW
ERR
COOL
ERR
GND
ERR
STUK
ERR
TACH
ERR
MOTR
ERR
WFS
ERR
STRT
ERR
STOP
8-2. Diagnóstico
ERR TACH
• El error del tacómetro A ocurre 2 segundos
después de la pérdida de la retroalimen−
tación del tacómetro. La velocidad del motor
está regulada a través del monitoreo del
voltaje y la corriente. Oprima el botón Jog /
Purge alimentación lenta/purga para
aclarar el error.
• El error del tacómetro B ocurre 2 segundos
después de la pérdida de la retroalimen−
tación del tacómetro. La velocidad del motor
está regulada a través del monitoreo del
voltaje y la corriente. Oprima el botón Jog /
Purge alimentación lenta/purga para
aclarar el error.
ERR MOTR
• El error del motor indica que el motor ha
estado absorbiendo demasiada corriente
por demasiado tiempo. Para remediar esto,
reduzca la velocidad de alimentación del
alambre, o la carga de torsión (torque)/ciclo
de trabajo del alimentador. Oprima el botón
Jog / Purge (alimentación lenta/purga) para
aclarar el error.
ERR WFS
• El error de la velocidad de alimentación
del alambre indica que la velocidad actual
de la alimentación del alambre no
concuerda con la velocidad de alimentación
del comando. Oprima el botón Press Jog /
Purge (alimentación lenta/purga) para
aclarar el error.
ERR STRT
• El error de arranque “start” ocurre si el
usuario sostiene el gatillo por más de dos
minutos sin formar arco, o si el usuario
sostiene el gatillo más allá de la fase de
postflujo en una suelda temporizada. Este
error ocurre también si se aprieta el gatillo
cuando se enciende el alimentador. Al error
se lo puede aclarar soltando el gatillo,
y oprimiendo el botón Jog / Purge
(alimentación lenta/purga).
ERR STOP
• El error de detención “stop” ocurre como
resultado de obstrucciones en el sistema de
alimentación del alambre o por un sistema
de impulsar alambre averiado. Chequee los
sistemas de alimentar y de impulsar el
alambre. Oprima el botón Jog / Purge (ali-
mentación lenta/purga) para aclarar el error.
ERR FLOW
• Error de flujo “flow” indica que no hay flu-
jo de gas a la antorcha. Se puede rearmar
de este error re-estableciendo flujo de gas
a la antorcha y entonces oprimiendo el bo-
tón Jog/Purge (alimentación lenta/purga).
ERR COOL
• El error de refrigerante “cool” indica que
no hay refrigerante en la opción del
interruptor de flujo de agua. Se puede
rearmar este error re-estableciendo flujo de
refrigerante a la antorcha, y entonces
oprimiendo el botón de Jog / Purge
(alimentación lenta/purga).
ERR GND
• El error de corriente de tierra ocurre si la
corriente de soldar se detecta en la
conexión de tierra. Puede ser debido a que
un conductor está hacienda contacto con el
chasis de la unidad. Verifique y haga
reparación de las conexiones de soldadura
del alimentador. Apague, y luego encienda
la potencia primaria para aclarar el error.
ERR STUK
• El error de atascamiento “stuck” ocurre
si el alambre de soldar se ha pegado a la
pieza de trabajo al fin de la suelda. Puede
haber sido causado por condiciones malas
de suelda. Es posible que al error se lo
pueda aclarar cortando el alambre de la
pieza de trabajo, y oprimiendo el botón
Jog/Purge (alimentación lenta/purga).
ERR TEMP
• El error de temperatura indica que la fuen-
te de poder está sobrecalentada y se ha
apagado. Al error se lo puede aclarar permi-
tiendo que la unidad se enfríe, y oprimiendo
el botón Jog/Purge (alimentación lenta’pur-
ga). Si persiste el problema, chequee que
los motores de ventilación y los termistores
estén operando bien.
ERR LINE
• El error de línea indica que la potencia de
entrada está fuera de la gama de operación
de la unidad. Chequee y corrija la potencia
de entrada. Oprima el botón Jog/Purge (ali-
mentación lenta/purga) para aclarar el error.
ERR ARC
• El error de arco indica un apagón del arco
ocurrido posiblemente por razón de un error
del alimentador de alambre o la fuente de
poder. Chequee el alimentador de alambre
y la fuente de poder. Oprima el botón Jog/
Purge (alimentación lenta/purga) para acla-
rar el error.
Los siguientes mensajes de error aparecen en las lecturas superiores e inferiores para indicar errores
específicos.
Las explicaciones están en el texto que sigue.
Indica un error del
tacómetro.
Indica un error del
motor.
Indica un error en la
velocidad de alimen-
tación del alambre.
Indica error en el
arranque del arco.
Indica error en la
detención del arco.
Indica error de
flujo de gas.
Indica error del flujo
de refrigerante.
Indica error de la
corriente de tierra.
Indica error de
alambre atascado.
ERR
TEMP
ERR
LINE
ERR
ARC
Indica un error de
temperatura.
Indica un error de
línea.
Indica un error de
arco.

OM-231 185 Página 37
8-2. Diagnóstica (continuada)
WELD WAIT
• El error de “weld wait” (esperar para sol-
dar) indica que la unidad no estaba lista pa-
ra una secuencia de soldadura. Oprima el
botón Jog/Purge (alimentación lenta/purga)
para aclarar el error.
MOTR COM
• El error del circuito común del motor
indica que la tablilla del motor perdió datos
de comunicación. Oprima el botón
Jog/Purge (alimentación lenta/purga) para
aclarar el error. Si la condición persiste,
póngase en contacto con un Agente de
Servicio Autorizado por la Fábrica.
PLS WAIT
• El error de común “uim” indica que la
tablilla de interface el usuario perdió los
datos de comunicación. Oprima el botón
Jog/Purge (alimentación lenta/purga) para
aclarar el error
LOW WFS
• El error de velocidad baja de
alimentación de alambre indica que la
velocidad de alimentación del alambre
actual es más baja que la del comando de
la velocidad de alimentación del alambre.
Verifique que no haya obstrucciones en el
sistema de alimentación del alambre o un
sistema de impulsar el alambre que esté
defectuoso. Oprima el botón Jog/Purge
(alimentación lenta/purga) para aclarar el
error.
ROBT MEM
• Un error de la memoria del robot indica
que el robot perdió los datos de la memoria.
Oprima el botón jog/purge (avance lento/
purgar) para eliminar el mensaje de error.
E STOP
• Un error de parada de emergencia ocurre
si el usuario oprime el botón de detenerse
de emergencia. Rearme el botón de parada
de emergencia y oprima el botón jog/purge
(avance lento/purga) para eliminar el men-
saje de error. Sólo se aplica a unidades
equipadas con la opción “E stop”.
DEMO DONE
• El mensaje DEMO DONE (demostración
finalizada) indica que los demos RMD y
Accuspeed han sido completados. Si se
pulsa el botón el botón jog/purge (avance
lento/purgar) la pantalla cambia a CYCL
PWR. Apague la unidad y vuélvala a
encender. RMD y Accuspeed comparten el
mismo temporizador del demo. Si el tiempo
finaliza para uno de los procesos de
demostración, ambas demostraciones se
desactivarán.
OVER AVER
• El error de over aver indica que la corriente
está fuera de la gama promedio para los pa-
rámetros fijados del programa. Verifique y
corrija los parámetros del programa. Opri-
ma el botón jog/purge (avance lento/purgar)
para eliminar el mensaje de error.
UNIT COMM
• El error de unidad de la memoria indica
que el “bus” de datos de la tablilla PCM no
está funcionando apropiadamente. Oprima
el botón jog/purge (avance lento/purgar) pa-
ra eliminar el mensaje de error.
OVER CRNT
• El error de sobre corriente indica que la
corriente de soldadura del la fuente de
poder inversora está demasiado alta.
Apague la fuente de poder de soldadura
y desconecte la unidad para darle
servicio. Tratando de rearmar la pantalla
para continuar soldando puede dañar,
aún más, los componentes internos. Se
necesita un chequeo completo antes de dar
potencia para la unidad, incluyendo
medidas de resistencia de las resistencias
R1 y R8 en la tablilla ínter−conectadora de
la fuente de poder de soldadura. Las
resistencias debieran tener una medida de
30K ohmios. Visualmente inspeccione los
condensadores electrolíticos C1 y C2
buscando daños en ellos. En caso de una
condición de sobre−voltaje, podrían abrirse
R1 y R8 potencialmente causando
desequilibrio en el circuito de potencia. Esta
condición crearía corriente excesiva en el
transformador primario resultando en un
error de sobre corriente (”OVER CRNT”).
Indica un error
de espera del ciclo
de soldar.
Indica un error
de comunicación
del motor.
Indica un error de
comunicación UIM.
Indica un error de
sobre corriente.
Indica un error de
comando bajo de
WFS.
WELD
WAIT
MOTR
COM
PLS
WAIT
OVER
CRNT
LOW
WFS
ROBT
MEM
E
STOP
Indica un error de
memoria CRC del
robot.
Indica un error de pa-
rada de emergencia.
UNIT
COMM
DEMO
DONE
OVER
AVG
Indica un error del
“bus” PCM del CRC.
Indica un error de ex-
ceso de corriente pro-
medio.
Indica que el demo
RMD/Accuspeed
ha finalizado.

OM-231 185 Página 38
8-2. Diagnóstica (continuada)
REL TRIG
• El botón de soltar el gatillo indica que el
usuario sostuvo el gatillo de la antorcha
después de que se re−fijó “E stop”, causan-
do que el contactor se mantuviera encendi-
do. Oprima el botón jog/purge (avance len-
to/purgar) para eliminar el mensaje de error.
TRIG STUK
• El error de TRIG STUK indica que el usua-
rioj sostuvo apretado el garillo de la antor-
cha cuando se encendió la máquina. Suelte
el gatillo y apague la potencia y vuélvala a
encender otra vez.
ERR UNKN
• El error desconocido indica que se envió
error desde la tablilla PCM a UIM, pero la
condición de error es desconocida. Garanti-
ce que la fuente de poder de soldadura esté
aislada de las instalaciones fijas de soldar.
Oprima el botón jog/purge (avance lento/
purgar) para eliminar el mensaje de error.
Indica error de gatillo
cerrado.
Indica un error de
gatillo cerrado.
Indica un error des-
conocido.
REL
TRIG
ERR
UNKN
TRIG
STUK

OM-231 185 Página 39
8-3. Quite la tapa y mida voltaje del condensador de entrada
! Apague la fuente de poder y desconecte la
potencia de entrada.
! Pueden haber presentes 900 voltios en la
barra “bus” del condensador y un voltaje
significante CD puede quedarse en los
condensadores después de que se haya
apagado esta unidad. Siempre chequee el
voltaje en el montaje de inversores como
se muestra, para asegurarse que los con-
densadores de entrada se hayan descar-
gado, antes de trabajar en esta unidad.
Quite la tapa.
1 Tablilla de Interconexión PC2
2 Voltímetro
Mida el voltaje CD por la barra colectora + y la
barra colectora − en PC2 como aparece hasta que
el voltaje baje casi a 0 (cero) voltios. Mida el voltaje
del condensador de entrada en los tres montajes
de los inversores antes de continuar.
. Si el voltaje del capacitor no ha decaído casi
a cero depués de varios minutos, utilice una
resistancia de descarga de entre 25 y 1000
ohmios (de al menos 5 vatios) y un cable
AWG16 (1,5mm2) aislado para 1000 Vca
para descarger el(los) capacitore(es).
3 Resistor de descarga típico
En esta página se muestra un resistor de descar-
ga típico.
Continúe la obra dentro de la unidad. Reinstale la
tapa al terminar.
Herramientas necesarias:
5/16 pulg.
802 985 / Ref. 803 250-C
1
2
El cable + a la izquierda de la barra colectora, el
cable − a la derecha de la barra colectora
3
Cable AWG # 16 (1,5 mm2)
aislado para 1000 Vdc
nominales, alambres de
aproximadamente 3 pulg (76
mm)
Resistor de alambre enrollado de
entre 25 y 1000 ohmios, 5 vatios
Resistor de descarga típico

OM-231 185 Página 40
1 Tablilla de proceso de
suelda PC4
Los indicadores luminosos
(LED en inglés) de
diagnósticos se visualizan
dentro de la unidad −están en
PC4 sobre la bandeja
superior.
Refiérase a la Sección 8-5
por información sobre los
“LED” de diagnósticos.
Reinstale la tapa después de
revisar los “LED” de
diagnósticos.
8-4. Los “LED” de diagnósticos de la tablilla de proceso de suelda PC4
216 956-A / Ref. 803 679-B
1
LED2
LED1
LED4
LED3
8-5. Los “LED” de diagnósticos sobre la tablilla de proceso de suelda PC4
LED Estado Diagnóstico
1 Prendido Indica −25 voltios cd presentes en la tablilla de proceso de suelda PC4
Apagado Indica −25 voltios cd no presentes en la tablilla de proceso de suelda PC4
2 Prendido Indica +25 voltios cd presentes en la tablilla de proceso de suelda PC4
Apagado Indica +25 voltios cd no presentes en la tablilla de proceso de suelda PC4
3,4 Prendido Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12
Apagado Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12

OM-231 185 Página 41
1 Tablilla del Motor PC5
Los “LED” de diagnósticos se
visualizan dentro de la unidad,
localizados en PC5 sobre el
montaje de la bandeja superior.
Refiérase a la Sección 8-7 por
información sobre los “LED” de
diagnósticos.
Reinstale tapa superior después
de revisar los indicadores lumi-
nosos (“LED”) de diagnósticos.
2 Interruptor Dip S1
Se usan los interruptores Dip para
identificar cada tablilla de circuito
en la red interna. Las fijaciones de
interruptores Dip son diferentes
para cada tablilla de circuito. Para
un buen funcionamiento no
cambie las fijaciones de los
interruptores dip de aquéllas que
se muestran.
8-6. Los “LED” de diagnósticos de la Tablilla del Motor PC6 y las fijaciones de interruptores Dip
217 333-B / 804 756-A
2
1
LED1 LED2
LED3
LED4
8-7. Los “LED” de diagnósticos en la Tablilla del Motor PC6
LED Estado Diagnóstico
1 Prendido Indica +15 voltios cd presentes en la tablilla del motor PC5
Apagado Indica +15 voltios cd no presentes en la tablilla del motor PC5
2 Prendido Indica +5 voltios cd presentes en la tablilla del motor PC5
Apagado Indica +5 voltios cd no presentes en la tablilla del motor PC5
3,4 Prendido Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12
Apagado Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12

OM-231 185 Página 42
8-8. Los “LED” de diagnósticos del modo de visualización PC7
218 559-A / 804 756-A
2
3
1
LED1
LED2
1 Modo de visualización PC7
Los indicadores luminosos (los “LED”) de
diagnósticos visibles dentro de la unidad en
PC7 montados tras el panel del frente.
Refiérase a la Sección 8-9 por información
sobre los “LED” de diagnósticos.
Reinstale la tapa después de revisar los
“LED” de diagnósticos.
2 Interruptor Dip S1
3 Interruptor Dip S2
Se usan los interruptores Dip para identificar
cada tablilla de circuito en la red interna.
Las fijaciones de interruptores Dip son
diferentes para cada tablilla de circuito.
Para un buen funcionamiento no cambie las
fijaciones de los interruptores dip de
aquéllas que se muestran.
8-9. Los “LED” de diagnósticos en el modo de visualización PC7
LED Estado Diagnóstico
1, 2 Prendido Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12
Apagado Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12

OM-231 185 Página 43
1 Modo de Automación PC9
Los “LED” de diagnósticos visibles dentro
de la unidad en PC9 montados al lado
izquierdo.
Refiérase a la Sección 8-9 por información
sobre los “LED” de diagnósticos.
Reinstale la tapa después de revisar los
“LED” de diagnósticos.
2 Interruptor Dip S3
3 Interruptor Dip S4
Se usan los interruptores Dip para
identificar cada tablilla de circuito en la red
interna. Las fijaciones de interruptores Dip
son diferentes para cada tablilla de circuito.
Para un buen funcionamiento no cambie
las fijaciones de los interruptores dip de
aquéllas que se muestran.
8-10. Los “LED” de diagnósticos del modo de automación PC9
216 958-A / Ref. 803 679-B
2
LED32
LED33
LED30
LED31
1
LED1
LED20
LED15
LED2
LED3
LED4
LED5
LED6
LED7
LED8
LED9
LED10
LED11
LED12
LED13
LED14
LED19 LED18
LED17
LED16 LED21 LED22 LED23 LED24 LED26 LED29
LED25
LED27
LED28

OM-231 185 Página 44
8-11. Los “LED” de diagnósticos en el modo de automación PC9
LED Estado Diagnóstico
1 Prendido Señal de entrada encendida (On) del robot para avance de alimentación lenta
Apagado Señal de entrada apagada (Off) del robot para no avance de alimentación lenta (jog)
2 Prendido Señal de entrada encendida (On) del robot para activar el contactor
Apagado Señal de entrada apagada (Off) del robot para no activar el contactor
3 Prendido Señal de entrada encendida (On), programa A remoto seleccionado
Apagado Señal de entrada apagada (Off), programa A remoto no seleccionado
4 Prendido Señal de entrada encendida (On), programa C remoto seleccionado
Apagado Señal de entrada apagada (Off), programa C remoto no seleccionado
5 Prendido Señal de entrada encendida (On) de la tablilla PC12 de parada de emergencia para no parada de emer-
gencia
Apagado Señal de entrada apagada (Off) de la tablilla PC12 de parada de emergencia indica que la parada de
emergencia (E-Stop) está encendida (On) desde el robot
6 Prendido De repuesto 1, no asignado
Apagado De repuesto 1, no asignado
7 Prendido Señal de entrada encendida (On), Fijación automatizada C (Autoset-C) seleccionada
Apagado Señal de entrada apagada (Off) “Autoset-C”· no seleccionada
8 Prendido Señal de entrada encendida (On), “Autoset-B” seleccionada
Apagado Señal de entrada apagada (Off), “Autoset-B” no seleccionada
9 Prendido Señal de entrada encendida (On), alimentación lenta remota encendida (On) desde el enchufe periférico
Apagado Señal de entrada apagada (Off), alimentación lenta remota (Off) desde el enchufe periférico
10 Prendido Señal de entrada encendida (On), alimentación lenta remota encendida (On) desde el enchufe periférico
Apagado Señal de entrada apagada (Off), alimentación lenta remota (Off) desde el enchufe periférico
11 Prendido Señal de entrada encendida (On) del robot para retraer alimentación lenta
Apagado Señal de entrada apagada (Off) del robot para no retraer alimentación lenta
12 Prendido Señal de entrada encendida (On) del robot para purga
Apagado Señal de entrada apagada (Off) del robot para no purga
13 Prendido Señal de entrada encendida (On), Programa B remoto seleccionado
Apagado Señal de entrada apagada (Off), Programa B remoto no seleccionado
14 Prendido Señal de entrada encendida (On),sensor táctil activado desde robot o enchufe periférico
Apagado Señal de entrada apagada (Off), sensor táctil no activado desde robot o enchufe periférico
15 Prendido De repuesto 0 no asignado
Apagado De repuesto 0 no asignado
16 Prendido De repuesto 2 no asignado
Apagado De repuesto 2 no asignado
17 Prendido Señal de entrada encendida (On), “Autoset-A” seleccionada
Apagado Señal de entrada apagada (Off), ”Autoset-A” no seleccionada
18 Prendido Señal de entrada encendida (On), “Autoset-D” seleccionada
Apagado Señal de entrada apagada (Off), Fijación automatizada D (“Autoset-D”) no seleccionada
19 Prendido Señal de entrada encendida (On), retracción remota activada desde enchufe periférico
Apagado Señal de entrada apagada (Off), retracción remota no activada desde enchufe periférico
20 Prendido Señal de entrada encendida (On), flujo de agua remoto desde enchufe periférico
Apagado Señal de entrada apagada (Off), flujo de agua remoto apagado desde enchufe remoto
21 Prendido Señal de entrada encendida (On) del robot para no parada de emergencia
Apagado Señal de entrada apagada (Off) del robot para parada de emergencia
22 Prendido Señal de entrada encendida (On) del relevador K2

OM-231 185 Página 45
8-11. Los “LED” de diagnósticos en el modo de automación PC9 (continuado)
LED Estado Diagnóstico
Apagado Señal de entrada apagada (Off) del relevador K2
23 Prendido Señal de entrada encendida (On) del relevador K3 para fuente de poder de soldadura sin detección de
errores presente
Apagado Señal de entrada apagada (Off) del relevador K3 para fuente de poder de suelda no lista, errores detecta-
dos presentes o la unidad está en modo que previene activar señal de listo para soldar
24 Prendido Señal de entrada (On) del relevador K4 para indicar alambre atascado en unión de suelda
Apagado Señal de entrada (Off) del relevador K4 para indicar alambre no atascado en unión de suelda
25 Prendido Indica +5 voltios cd presentes en modo de automación PC9
Apagado Indica +5 voltios cd no presentes en modo de automación PC9
26 Prendido Señal de entrada (On) del relevador K5 para flujo (gas protector o refrigerante) presente
Apagado Señal de entrada (Off) del relevador K5 para flujo (gas protector o refrigerante) no presente
27 Prendido Indica −15 voltios dc presentes en modulo de automación PC9
Apagado Indica −15 voltios dc no presentes en modo de automación PC9
28 Prendido Indica +15 voltios dc presentes en modo de automación PC9
Apagado Indica +15 voltios dc no presentes en modo de automación PC9
29 Prendido Señal de entrada encendida (On) del relevador K6 para detectar arco
Apagado Señal de entrada apagada (Off) del relevador K6 para detectar falta de arco
30, 31 Prendido Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12
Apagado Ver Tabla de la condición de la Red (Network Status Table) en la sección 8-12
32 Prendido Señal de entrada (On) para relevador auxiliar activado
Apagado Señal de entrada (Off) para relevador auxiliar no activado
33 Prendido Señal de entrada (On), sensor táctil detectado
Apagado Señal de entrada apagada (Off), sensor táctil no detectado
8-12. Indicadores luminosos (LED’s) del estatus de la red y módulo
A. Indicadores luminosos (LED’s) del estatus de la red
El siguiente es un LED del estatus de la red:
LED1 en la tablilla del circuito UIM.
LED4 en la tablilla del circuito WFM y PCM.
LED30 en la tablilla del circuito AIM.
Estado Diagnóstico
Apagado La tablilla de circuito no está en línea con la red, y no hay poder aplicado a la tablilla del circuito
Verde La tablilla del circuito funciona normalmente y la conexión de línea está hecha con la red.
Parpadeando
verde
La tablilla de circuito está esperando para que se haga la conexión de línea con la red.
Rojo La tablilla de circuito ha encontrado una falla en el vínculo de comunicación con la red. Chequee las conexiones de cable
“DeviceNet”. Verifique la posición de los interruptores “dip” de acuerdo con las secciones 1-2 y 1-3. Reponga la tablilla de
circuito si es necesario.
B. Indicadores luminosos del estatus del módulo
El siguiente es un indicador luminoso LED del estatus del módulo:
LED2 en la tablilla del circuito UIM.
LED3 en la tablilla del circuito WFM y PCM.
LED31 en la tablilla del circuito AIM.
Estado Diagnóstico
Apagado No hay poder aplicada a la tablilla del circuito o el software de la tablilla no ejecuta.
Verde La tablilla del circuito funciona normalmente.
Parpadeando rojo La tablilla de circuito ha hallado una falla recuperable. Espere o recicle poder para retirar la falla.
Rojo La tablilla de circuito ha hallado una falla irrecuperable.

OM-231 185 Página 46
8-13. Reparación de averías
Dificultad Remedio
No hay salida de soldadura; completa
-
mente sin operar.
Ponga el interruptor de conexión de unidad en posición encendida (On) (ver Sección 4-14).
Revise y reemplace fusibles de línea, si necesario o rearme el disyuntor (ver Sección 4-14).
Revise que las conexiones de entrada de poder sean las correctas (ver Sección 4-14).
No hay salida de suelda; la pantalla del
medidor encendida sin errores.
Revise si la luz del contactor está encendida cuando se afirme la línea del contactor.
Salida errática o inadecuada sin que se
visualicen errores.
Use el tamaño y tipo de cable de soldadura apropiado (véase Sección 4-10).
Revise que se cargue bien el programa de tamaño de alambre, proceso y gas de protección.
Limpie y ajuste todas las conexiones de soldadura.
No hay salida de 115 voltios CA en el
receptáculo doble.
Rearme el protector suplementario CB1.
El alambre no alimenta. Revise el protector suplementario CB2 y reármelo si necesario.
Revise las conexiones del cable de control del motor.
El alambre se alimenta erráticamente. Reajuste la tensión del cubo.
Reajuste presión de rodillo de alimentación.
Limpie o reemplace rodillos gastados de impulsión.
Remueva salpicaduras de suelda por abertura de boquilla.
Reemplace tubo de contacto o forro. Ver Manual del operario de la antorcha pistola.
Revise las conexiones del cable de control del motor.
Se alimenta alambre en cuanto haya
poder.
Revise el gatillo de la antorcha. Ver Manual del Operario de la antorcha.
Alambre choca contra la obra en punto
bajo usando una fuente de poder de
corriente constante.
Aumente la fijación de salida de la fuente de poder.
Revise conexión de alambre sensor de voltaje y apriete si necesario.
El gas no fluye o no cesa de fluir; se
alimenta alambre.
Revise válvula de gas y medidor de caudal.
El alambre se quema hasta la parte de
atrás de la punta de contacto de la antor-
cha cuando se usa el proceso de elec-
trodo negativo (polaridad directa)
Chequee para estar seguro que el alambre sensor o perceptor de voltaje esté conectado al trabajo.

OM-231 185 Página 47
SECCIÓN 9 − DIAGRAMAS ELECTRICOS
231 104-C (Part 1 Of 2)
Ilustración 9-1. Diagrama de circuito para la fuente de potencia (1 de 2)

OM-231 185 Página 48
Ilustración 9-2. Diagrama de circuito para la fuente de potencia (2 de 2)

OM-231 185 Página 49
231 104-C (Part 2 Of 2)

OM-231 185 Página 50
Ilustración 9-3. Circuit Diagram For 72 Pin Robot Interface

OM-231 185 Página 51
219 266-C

OM-231 185 Página 52
Ilustración 9-4. Circuit Diagram For Peripheral/Motor Interface

OM-231 185 Página 53
219 267-B


OM-231 185 Página 55
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-1. Ensamblaje principal
Quanti
ty
1 210492 Cover, Top 1... ................ ... ...................................................
2 T2 212543 Xfmr, Control Toroidal 665 VAC Pri 1900 VA 60 Hz 1... ..... ....... ... .................
3 210481 Plate, Mtg Toroid Xfmr 1... ................ ... .........................................
4 Fig 10-3 Top Tray Assembly 1... ............... ... ............................................
5 IM1 214597 Windtunnel, LH w/Components (Fig 10-2) 1... ..... ...... ... ........................
IM1 242680 Windtunnel, RH w/Components (Fig 10-2) 1........... ...... ... ........................
6 Fig 10-4 Rear Panel Assembly 1... ............... ... ..........................................
7 230260 Panel, Side W/Insulator 2... ................ ... ........................................
8 210482 Base 1... ................ ... ........................................................
9 220200 Assembly, Filter (Primary) 1... ................ ... ......................................
10 HD2 182918 Transducer, Current 400A Module Supply V +/− 15V 1... .... ...... ... ...............
11 220377 Bracket, Input Filter Top 1... ................ ... ........................................
12 204846 Insulator, Screw 1... ................ ... ...............................................
13 PC14 229967 Circuit Card Assy, Input Filter 1... .... ...... ... ..................................
14 148025 Lug, Univ W/SCR 600V 2/0−6 Wire .266 Stud 1... ................ ... .....................
15 220376 Bracket, Input Filter Bottom 1... ................ ... .....................................
16 226550 Filter Assy, Secondary 1... ................ ... .........................................
17 Fig 10-5 Front Panel Assembly 1... ............... ... .........................................
18 247392 Insulator, Input Filter 1... ................ ... ...........................................
*Recommended Spare Parts.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-231 185 Página 56
802 955-A
3
4
5
6
7
8
33
34
35
17
18
20
21
23
24
25
23
36
29
26
13
27
28
30
31
10
11
15
14
2
9
19
37
38
23
22
32
12
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
7
6
13
1
16
Ilustración 10-2. Windtunnel Assembly LH And RH
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-2. Windtunnel Assembly LH And RH (Ilus. 10-1 Item 6)
Quanti
ty
1 214597 Windtunnel, LH w/Components (including). 1... ................ ... .......................
2 196351 Windtunnel, LH 1... ................ .... ..............................................
3 L1 213940 Inductor, Input 1... ..... ....... .... ..............................................
4 214519 Insulator, Heat Sink Rectifier 1... ................ .... ..................................
5 R3, C4 233052 Resistor/Capacitor 1... ... ..... .... ...........................................
6 199840 Bus Bar, Diode 2... ................ .... ..............................................
7 D1, D2 201531 Kit, Diode Power Module 2... ... ..... .... .....................................
8 196347 Heat Sink, Rectifier 1... ................ .... ..........................................
9 196349 Spacer, Windtunnel 3... ................ .... ..........................................
10 T1 203408 Xfmr, HF Litz/Litz 1... ..... ....... .... ............................................
11 Z1 220496 Output Inductor Assy 1... ..... ....... .... ........................................
12 170647 Bushing, Snap−in Nyl 1.312 Id X 1.500 Mtg Hole 1... ................ .... ................
13 179276 Bushing, Snap−in Nyl 1.000 Id X 1.375 Mtg Hole Cent 3... ................ .... ............
14 196355 Insulator, Screw 6... ................ .... .............................................
15 010546 Bushing, Snap−in Nyl .375 Id X .500 Mtg Hole 1... ................ .... ...................
16 242680 Windtunnel, RH w/Components (including) 1... ................ ... .......................
17 196332 Windtunnel, RH 1... ................ .... .............................................
18 030170 Bushing, Snap−in Nyl .750 Id X 1.000 Mtg Hole Cent 2... ................ .... .............
19 196259 Plugs, w/Leads & Current Xfmr (including) 1... ................ .... ......................
115092 Housing, Plug & Skts 1...................... ....... ......................................
115091 Housing, Plug & Skts 1...................... ....... ......................................
CT1 196231 Xfmr, Current Sensing 200/1 1.......... ...... ....... ................................
20 201695 Clamp, Capacitor (Bottom) 2... ................ .... ....................................
21 C1, C2 226081 Capacitor,Elctlt 2400 Uf 500 Vdc Can 2.50 Dia 2... ... ..... .... .................
22 210507 Clamp, Capacitor (Top) Machined 2... ................ .... ..............................
23 217625 Kit, Input/Pre−regulator And Inverter Module 2... ................ .... ....................

OM-231 185 Página 57
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-2. Windtunnel Assembly LH And RH (Continued)
(Ilus. 10-1 Item 6)
Quanti
ty
24 RT1, RT2 214015 Thermistor, NTC 30K Ohm @ 25 Deg C 7&18in Lead 1... .. .... .... ............
25 PC2 237370 Circuit Card Assy, Power Interconnect 1... .... ...... .... ..........................
26 C3 196143 Capacitor, Polyp Met Film 16. Uf 400 VAC 10% 1... ..... ....... .... ..................
27 196378 Bracket, Mtg Current Xfmr 1... ................ .... ...................................
28 HD1 182918 Transducer, Current 400A Module Supply V +/− 15v 1... .... ...... .... ..............
196384 Cable, Transducer 20in 1...................... .... .......................................
29 R1, R2 196343 Resistors, W/Leads & Plug 1... ... ..... .... ...................................
196840 Insulator, Resistors/Interface Board 1...................... .... ............................
30 109056 Core, Ferrite E 2.164 Lg X 1.094 High X .826 Wide 1... ................ .... ..............
31 196514 Gasket, Inductor Mounting 1... ................ .... ....................................
32 196512 Bracket, Inductor Mounting 1... ................ .... ...................................
33 196330 Heat Sink, Power Module 1... ................ .... .....................................
34 L2 196345 Coil, Inductor (Pre−regulator) 1... ..... ....... .... ..................................
35 196588 Baffle, Foam Rubber (Lower) 1... ................ .... ..................................
196365 Plugs, w/Leads (Fan) 1...................... .... ........................................
199136 Plugs, w/Leads (PC2 To PC1) 1...................... .... .................................
36 PC1 239618 Circuit Card Assy, Control (Inverter 400A) 1... .... ...... ... ........................
37 204846 Insulator, Screw 4... ................ ... ...............................................
38 083147 Grommet, Scr No 8/10 Panel Hole .312 Sq .500 High 4... ................ ... ..............
*Recommended Spare Parts.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-231 185 Página 58
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
802 916-C
1
2
3
4
5
6
7
8
9
10
11
Ilustración 10-3. Top Tray Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-3. Top Tray Assembly (Ilus. 10-1 Item 4)
Quanti
ty
1 PC12 239623 Circuit Card Assy, E−stop 1... .... ...... ... ......................................
2 PC3 239598 Circuit Card Assy, Aux Power 1... .... ...... ... ...................................
3 210490 Panel, Mtg Circuit Boards 1... ................ ... ......................................
4 134201 Stand−Off, PC Card .312/.375/Post&Lock .43 4... ................ ... .....................
5 083147 Grommet, SCR No 8/10 Panel Hole .312 Sq .500 High 4... ................ ... .............
6 PC4 239599 Process Control Module 1... .... ...... ... ........................................
7 170647 Bushing, Snap−in Nyl 1.312 Id X 1.500 Mtg Hole 1... ................ ... ..................
8 210491 Panel, Mtg Components Top 1... ................ ... ....................................
9 223439 Insulator, circuit card (Aux Power) 1... ................ ... ...............................
10 198122 Stand−Off Support, PC Card .250 w/Post&Lock .500 1... ................ ... ...............
11 PC6 239601 Wire Feed Module 1... .... ...... ... .............................................
*Recommended Spare Parts.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-231 185 Página 59
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 681-B
1
2
3
4
5
8
10
12
13
14
7
6
9
11
15
Ilustración 10-4. Rear Panel Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-4. Rear Panel Assembly (Ilus. 10-1 Item 8)
Quanti
ty
1 PC9 239600 Automation Interface Module 1... .... ...... ... ...................................
2 212628 Stand-off, no 6-32 x 1.000 lg .250 hex nyl fem 4... ................ ... .....................
3 PC10 239627 Circuit Card Assy, Robot Interface Filter HF 1... .... ...... ... .......................
4 207676 Stand-off, no 6-32 x .250 lg .250 hex 4... ................ ... .............................
5 217297 Cover, Receptacle Weatherproof Duplex Rcpt 1... ................ ... .....................
6 210479 Panel, Rear 1... ................ ... ..................................................
7 210358 Bolt, eye shld thd stem .500−13 X 1.500 1... ................ ... ..........................
8 210505 Nameplate, Rear 1... ................ ... ..............................................
9 201058 Connector, Rect 72 Pin Assy 1... ................ ... ...................................
10 210483 Bracket, lift eye 1... ................ ... ...............................................
11 CB1 083432 Supplementary Protector, Man Reset 1P 10A 250VAC Frict 1... .... ...... ... .........
12 CB2 093995 Supplementary Protector, Man Reset 1P 15A 250VAC Frict 1... .... ...... ... .........
13 PC11 239631 Circuit Card Assy, Motor Filter HF 1... .... ...... ... ...............................
14 RC2 604176 Receptacle (115V Duplex) 1... .... ...... ... ......................................
15 216596 Strap, Grounding 4.50 in long 1... ................ ... ...................................
*Recommended Spare Parts.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-231 185 Página 60
. Los herrajes son de tipo común y no están disponibles a no ser que se los enliste.
803 682-B
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
19
20
21
22
7
16
11
7
18
Ilustración 10-5. Front Panel Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-5. Front Panel Assembly (Ilus. 10-1 Item 14)
Quanti
ty
1 S1 207456 Switch Assy, Rotary 2 Posn 1P 40A 600VAC PNLMTG 90Deg 1... ..... ....... ... ......
2 207895 Insulator,Switch Power 1... ................ ... .........................................
3 179851 Knob, Pointer 1.670 Dia X .250 Id Push On W/Spring 1... ................ ... ..............
4 233576 Panel, PC Card Front 1... ................ ... ..........................................
5 FM 196313 Fan, Muffin 115V 50/60 Hz 3000 Rpm 6.378 Mtg Holes 2... ..... ....... ... .............
6 PC13 239619 Circuit Card Assy,ISO/COMM 1... .... ...... ... ...................................
7 C6, C7, C8 222488 Capacitor Assy 3... . ... ... ...............................................
8 RC5 214664 Receptacle, Common Mode Choke 1... .... ...... ... ..............................
9 216965 Cover, Connector D-sub 9 skt Female w/Chain 1... ................ ... ....................

OM-231 185 Página 61
Description
Part
No.
Dia.
Mkgs.
Item
No.
Ilustración 10-5. Front Panel Assembly (Ilus. 10-1 Item 14) (Continued)
Quanti
ty
10 216966 Cover, Connector D-sub 9 pin Male w/Chain 1... ................ ... ......................
11 213102 Choke, Common Mode w/Leads 2... ................ ... ................................
12 210866 Terminal, pwr output black 1... ................ ... ......................................
13 210477 Panel, Front 1... ................ ... ..................................................
14 219843 Label, Volt Sense 1... ................ ... .............................................
15 207979 Box, Louver 1... ................ ... ..................................................
16 186621 Boot, Generic 2... ................ ... .................................................
17 PB1, PB2, PB3 199443 Switch, Pb Mc No Spst 10A 115VAC w/Blk Cap Panelmt 3... .. ... ...........
18 231056 Knob, Black Electroswitch 1... ................ ... ......................................
19 212779 Nameplate, Front 1... ................ ... .............................................
20 210865 Terminal, pwr output red 1... ................ ... ........................................
21 210483 Bracket, lift eye 1... ................ ... ...............................................
22 210358 Bolt, eye shld thd stem .500−13 X 1.500 1... ................ ... ..........................
*Recommended Spare Parts.
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Apuntes

Apuntes

Apuntes

Efectivo 1 enero, 2012 (Equipo equipo con el número de serie
que comienza con las letras “MC” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea
expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de
abajo, la compañía MILLER Mfg. Co., Appleton, Wisconsin,
garantiza al primer comprador al por menor que el equipo de MILLER
nuevo vendido, después de la fecha efectiva de esta garantía está
libre de defectos en material y mano de obra al momento que fue
embarcado desde MILLER. ESTA GARANTÍA EXPRESAMENTE
TOMA EL LUGAR DE CUALQUIERA OTRA GARANTÍA
EXPRESADA O IMPLICADA, INCLUYENDO GARANTÍAS DE
MERCANTABILIDAD, Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o falla aparezca, el cual será el momento cuando
MILLER dará instrucciones en el procedimiento para hacer el
reclamo de garantía que se debe seguir.
MILLER aceptará los reclamos de garantía en equipo garantizado
que aparece abajo en el evento que tal falla esté dentro del periodo
de garantía. El período de garantía comienza la fecha que el equipo
ha sido entregado al comprador al por menor, o un año después de
mandar el equipo a un distribuidor en América del Norte o dieciocho
meses después de mandar el equipo a un distribuidor internacional.
1. Garantía de 5 años para piezas y 3 años para mano de obra
* Rectificadores de potencia de entrada originales
(incluye a los SCR, diodos y módulos con rectificadores
discretos)
2. Garantía de 3 años para piezas y mano de obra
* Generadores de soldadura impulsados por motor de
combustión interna
(NOTA: los motores son garantizados
separadamente por el fabricante del motor.)
* Fuentes de poder con convertidor CA/CC
(excepto que se establezca otra cosa)
* Fuentes de poder para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Calibradores y reguladores de flujo Smith serie 30
(sin mano de obra)
* Fuentes de poder transformador/ rectificador
* Sistemas de agua de refrigeración (integrados)
3. Garantía de 2 años para piezas
* Lentes para caretas fotosensibles (sin mano de obra)
4. Garantía de 1 año para piezas y mano de obra excepto que se
especifique otra cosa
* Dispositivos automáticos de movimiento
* Unidades sopladoras CoolBelt y CoolBand (sin mano de
obra)
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo están cubiertas por el
tiempo restante de la garantía del producto en el que
están instaladas o por un mínimo de un año, el que sea
mayor.)
* Calibradores y reguladores de flujo (sin mano de obra)
* Controles de pie RFCS (excepto el RFCS−RJ45)
* Extractores de humo
* Unidades de alta frecuencia
* Antorchas para corte con plasma ICE/XT (sin mano de
obra)
* Fuentes de poder para calentamiento por inducción,
refrigeradores
(NOTA: los registradores electrónicos son
garantizados separadamente por el fabricante.)
* Bancos de carga
* Antorchas impulsadas a motor
(excepto las antorchas portacarrete Spoolmate)
* Unidad sopladora PAPR (sin mano de obra)
* Posicionadores y controladores
* Sistemas de estantes para equipos
* Remolques/carros de ruedas
* Soldadoras de punto
* Conjuntos alimentadores de alambre para arco
sumergido
* Sistemas de agua de refrigeración (no integrados)
* Antorchas TIG Weldcraft (sin mano de obra)
* Controles remotos Inalámbricos de Mano/ Pedal
y sus receptores.
* Estaciones de trabajo / mesas de soldadura
(sin mano de obra)
5. Garantía de 6 meses para piezas
* Baterías
* Antorchas Bernard (sin mano de obra)
* Antorchas Tregaskiss (sin mano de obra)
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Antorchas MIG y antorchas para arco sumergido (SAW)
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (sin mano de obra)
* Antorchas Roughneck
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue) de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están
cubiertos por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no
sea MILLER o equipo que ha sido instalado inapropiadamente,
mal usado u operado inapropiadamente basado en los
estándares de la industria, o equipo que no ha tenido
mantenimiento razonable y necesario, o equipo que ha sido
usado para una operación fuera de las especificaciones del
equipo.
LOS PRODUCTOS DE MILLER ESTÁN DISEÑADOS Y DIRIGIDOS
PARA LA COMPRA Y USO DE USUARIOS
COMERCIALES/INDUSTRIALES Y PERSONAS ENTRENADAS Y
CON EXPERIENCIA EN EL USO Y MANTENIMIENTO DE EQUIPO
DE SOLDADURA.
En el caso de que haya un reclamo de garantía cubierto por esta
garantía, los remedios deben de ser, bajo la opción de MILLER (1)
reparación, o (2) reemplazo o cuando autorizado por MILLER por
escrito en casos apropiados, (3) el costo de reparación y reemplazo
razonable autorizado por una estación de servicio de MILLER o (4)
pago o un crédito por el costo de compra (menos una depreciación
razonable basado en el uso actual) una vez que la mercadería sea
devuelta al riesgo y costo del usuario. La opción de MILLER de
reparar o reemplazar será F.O.B. en la fábrica en Appleton,
Wisconsin o F.O.B. en la facilidad de servicio autorizado por MILLER
y determinada por MILLER. Por lo tanto, no habrá compensación ni
devolución de los costos de transporte de cualquier tipo.
DE ACUERDO AL MÁXIMO QUE PERMITE LA LEY, LOS
REMEDIOS QUE APARECEN AQUÍ SON LOS ÚNICOS Y
EXCLUSIVOS REMEDIOS, Y EN NINGÚN EVENTO MILLER SERÁ
RESPONSABLE POR DAÑOS DIRECTOS, INDIRECTOS,
ESPECIALES, INCIDENTALES O DE CONSECUENCIA
(INCLUYENDO LA PÉRDIDA DE GANANCIA) YA SEA BASADO EN
CONTRATO, ENTUERTO O CUALQUIERA OTRA TEORÍA LEGAL.
CUALQUIER GARANTÍA EXPRESADA QUE NO APARECE AQUÍ Y
CUALQUIER GARANTÍA IMPLICADA, GARANTÍA O
REPRESENTACIÓN DE RENDIMIENTO, Y CUALQUIER REMEDIO
POR HABER ROTO EL CONTRATO, ENTUERTO O CUALQUIER
OTRA TEORÍA LEGAL, LA CUAL, QUE NO FUERA POR ESTA
PROVISIÓN, PUDIERAN APARECER POR IMPLICACIÓN,
OPERACIÓN DE LA LEY. COSTUMBRE DE COMERCIO O EN EL
CURSO DE HACER UN ARREGLO, INCLUYENDO CUALQUIER
GARANTÍA IMPLICADA DE COMERCIALIZACIÓN, O APTITUD
PARA UN PROPÓSITO PARTICULAR CON RESPECTO A
CUALQUIER Y TODO EL EQUIPO QUE ENTREGA MILLER, ES
EXCLUIDA Y NEGADA POR MILLER.
Algunos estados en Estados Unidos, no permiten imitaciones en
cuan largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que
la limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros
derechos pueden estar disponibles y estos pueden variar de
provincia a provincia.
La garantía original está escrita en términos legales en inglés. En
caso de cualquier reclamo o mala interpretación, el significado de las
palabras en inglés, es el que rige.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller_warr_spa 2012−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. © 2012 Miller Electric Mfg. Co. 2012−01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo era entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y retenga con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor
para:
Para localizar al Distribuidor más cercano
llame a 1-800-4-A-MILLER
(EE.UU. y Canada solamente) o
visite nuestro lugar en la red mundial
www.MillerWelds.com
Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Partes de Reemplazo
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes )
Dibujos Esquemáticos
Libros de Procesos de Soldar
Comuníquese con su transportista
para:
Por ayuda en registrar o arreglar una queja,
comuníquese con su Distribuidor y/o el De-
partamento de Transporte del Fabricante del
equipo.
Recursos Disponibles
Archivo de Dueño
Poner una queja por pérdida o daño duran-
te el embarque.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
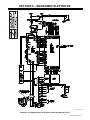 53
53
-
 54
54
-
 55
55
-
 56
56
-
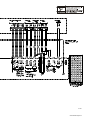 57
57
-
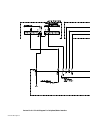 58
58
-
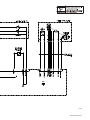 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72








































































Miller MD120659U El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para