Miller MJ254161U El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
Este manual también es adecuado para

Fuente de poder para soldadura
de arco
XMT 350 CC/CV
Auto-Line
CE
OM-2254/spa 219485AL
2018−03
Procesos
Descripción
Multi-procesos de soldadura
MANUAL DEL OPERADOR
R
www.MillerWelds.com

Miller Electric fabrica una línea completa
de máquinas para soldadura y equipos relacionados.
Si necesita información acerca de otros productos de calidad de Miller,
comuníquese con el distribuidor Miller de su localidad, quien le suministrará
el catálogo más reciente de la línea completa o folletos con las especificaciones
de cada producto individual. Para localizar al distribuidor o agencia
de servicios más cercano a su domicilio, llame al 1-800-4-A-Miller,
o visite nuestro sitio en Internet, www.MillerWelds.com.
Gracias y felicitaciones por haber elegido a Miller. Ahora usted puede hacer
su trabajo, y hacerlo bien. En Miller sabemos que usted no tiene tiempo para
hacerlo de otra forma.
Por ello, cuando en 1929 Niels Miller comenzó a fabricar soldadoras por arco,
se aseguró que sus productos ofreciesen un valor duradero y una calidad superior,
pues sus clientes, al igual que usted, no podían arriesgarse a recibir menos.
Los productos Miller debían ser los mejores posibles, es decir, los mejores
que se podía comprar.
Hoy, las personas que fabrican y venden los productos Miller continúan
con la tradición y están comprometidas a proveer equipos y servicios que
cumplan con los altos estándares de calidad y valor establecidos en 1929.
Este manual del usuario está diseñado para ayudarlo a aprovechar al máximo sus
productos Miller. Por favor, tómese el tiempo necesario para leer detenidamente
las precauciones de seguridad, las cuales le ayudarán a protegerse de los peligros
potenciales de su lugar de trabajo. Hemos hecho
que la instalación y operación sean rápidas y fáciles.
Con los productos Miller, y el mantenimiento
adecuado, usted podrá contar con años
de funcionamiento confiable. Y si por alguna razón
el funcionamiento de la unidad presenta problemas,
hay una sección de “Reparación de averías” que le
ayudará a descubrir la causa. A continuación, la lista
de piezas le ayudará a decidir con exactitud cuál
pieza necesita para solucionar el problema. Además,
el manual contiene información sobre la garantía
y el servicio técnico correspondiente a su modelo.
Miller es el primer fabricante
de equipos de soldadura en los
EE.UU. cuyo Sistema de calidad
ha sido registrado bajo la norma
ISO 9001.
Trabajando tan duro como
usted − cada fuente de poder
para soldadura de Miller está
respaldada por la garantía con
menos trámites complicados
de la industria.
De Miller para usted

INDICE
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA ANTES DE USAR 1........................
1-1. Uso de símbolos 1.....................................................................
1-2. Peligros en soldadura de arco 1..........................................................
1-3. Símbolos adicionales para instalación, operación y mantenimiento 3...........................
1-4. CALIFORNIA Proposición 65 Advertencia 4................................................
1-5. Estándares principales de seguridad 5....................................................
1-6. Información sobre los campos electromagnéticos (EMF) 5...................................
SECCIÓN 2 − DEFINICIONES 6................................................................
2-1. Símbolos Y Definiciones Adicionales De Seguridad 6........................................
2-2. Símbolos Y Definiciones Diversos 8......................................................
SECCIÓN 3 − INSTALACION 9................................................................
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales
de los parámetros eléctricos de la máquina 9...............................................
3-2. Especificaciones 9.....................................................................
3-3. Dimensiones y Peso 9..................................................................
3-4. Especificaciones ambientales 9..........................................................
3-5. Ciclo de trabajo y sobrecalentamiento 11...................................................
3-6. Curva de voltios amperios 12.............................................................
SECCIÓN 4 − INSTALACIÓN 13................................................................
4-1. Selección de la ubicación 13.............................................................
4-2. Selección de la medida del cable* 14......................................................
4-3. Conectores de la salida para soldadura 14..................................................
4-4. Información del conector para control remoto de 14 patillas 15.................................
4-5. Receptáculo doble de 110 voltios CA y los protectores suplementarios 15........................
4-6. Operación de la válvula de gas opcional y la conexión del gas protector 16.......................
4-7. Guía de servicio eléctrico 17.............................................................
4-8. Conectando la potencia de entrada trifásica 18..............................................
SECCIÓN 5 − OPERACION 20..................................................................
5-1. Controles del panel delantero 20..........................................................
5-2. Ajustes del selector de modo 21..........................................................
SECCIÓN 6 − OPERACIÓN EN MODO GTAW 22..................................................
6-1. Conexiones características del proceso GTAW 22...........................................
6-2. Modo de soldadura TIG con arranque por raspado (proceso GTAW) 23..........................
6-3. Modo de soldadura TIG con función Lift-Arc (proceso GTAW) 24...............................
6-4. Modo de soldadura TIG - Proceso GTAW 25................................................
SECCIÓN 7 − OPERACIÓN EN MODOS GMAW/FCAW 26..........................................
7-1. Conexión característica con alimentador de alambre con control remoto para procesos
GMAW/FCAW 26.......................................................................
7-2. Modo de soldadura MIG (procesos GMAW/FCAW) 27........................................
7-3. Conexión característica con alimentador de alambre con control remoto para proceso
GMAW-P 28...........................................................................
7-4. Modo de soldadura MIG pulsado (proceso GMAW-P) 29......................................
7-5. Conexión característica para procesos GMAW/FCAW con alimentador de alambre
con detección de voltaje 30...............................................................
7-6. Modo de soldadura con alimentador con detección de voltaje (procesos GMAW/FCAW) 31.........
SECCIÓN 8 − OPERACIÓN EN MODOS SMAW/CAC-A 32.........................................
8-1. Conexión característica para los procesos SMAW y CAC-A 32.................................
8-2. Modo de soldadura CC (procesos SMAW y CAC-A) 33.......................................
8-3. Modo de soldadura convencional con electrodos (procesos SMAW y CAC-A) 34..................
8-4. Modos de soldadura con opción de voltaje de circuito abierto (OCV) reducido 35..................
8-5. Funciones de configuración alternativa 35..................................................

INDICE
SECCIÓN 9 − MANTENIMIENTO Y REPARACION DE AVERIAS 36..................................
9-1. Mantenimiento rutinario 36...............................................................
9-2. Soplando con aire comprimido del interior de la unidad 36.....................................
9-3. Lecturas de ayuda del voltímetro/amperímetro 37............................................
9-4. Reparacion de averias 38................................................................
SECCIÓN 10 − DIAGRAMAS ELECTRICOS 40...................................................
GARANTIA
LISTA COMPLETA DE PIEZAS − www.Millerwelds.com

DECLARACIÓN DE CONFORMIDAD
para productos de la Comunidad Europea (marcado CE).
MILLER Electric Mfg. Co., 1635 Spencer Street, Appleton, WI 54914 EE. UU. declara que el/los
producto/s identificado/s en esta declaración cumplen los requisitos y disposiciones
esenciales de la/s Directiva/s del Consejo y norma/s mencionadas.
Identificación del producto/aparato:
Producto
Número de pieza
XMT 350 CC/CV W/AUX POWER, CE 907161012
Directivas del Consejo:
2014/35/EU Low voltage
2014/30/EU Electromagnetic compatibility
2011/65/EU Restriction of the use of certain hazardous substances in electrical and electronic equipment
Normas:
IEC 609741:2012 Arc welding equipment – Part 1: Welding power sources
IEC 6097410:2014 Arc welding equipment – Part 10: Electromagnetic compatibility requirements
El firmante:
March 22, 2017
_____________________________________ ___________________________________________
David A. Werba
Fecha de declaración
DIRECTOR, CONFORMIDAD DEL DISEÑO DEL PRODUCTO
271284B

FICHA TÉCNICA EMF PARA FUENTE DE POTENCIA
PARA SOLDADURA POR ARCO
Identificación del producto/Aparato
Producto
Número de pieza
XMT 350 MPA 230-460 AUTO-LINE W/AUX PWR,CE 907366002
XMT 350 MPA 230-460 AUTO-LINE W/AUX PWR,TWECO, CE 907366004
XMT 350 CC/CV 230-460 AUTO-LINE W/AUX POWER, CE 907161012
INVISION 352 MPA 230-460 AUTOLINE W/AUX POWER & CE 907431002
ALUMAPOWER 350 MPA 230-460 AUTO-LINE W/AUX PWR(CE) 907420003
XMT 350 FieldPro 230-460V, CE, Dinse 907730001
XMT 350 FieldPro 230‐460V, POLARITY REVERSING, CE, DINSE 907731001
Resumen de la información de conformidad
Normativa aplicable Directiva 2014/35/UE
Límites de referencia Directiva 2013/35/UE, Recomendación 1999/519/CE
Normas aplicables IEC 62822-1:2016, IEC 62822-2:2016
Uso previsto ☒ para uso profesional ☐ para uso no profesional
Se deben considerar efectos no térmicos para la evaluación del lugar de trabajo ☒ SÍ ☐ NO
Se deben considerar efectos térmicos para la evaluación del lugar de trabajo ☐ SÍ ☒ NO
☒ Los datos se basan en la capacidad máxima de la fuente de potencia (válido a menos que se cambie de
firmware/hardware)
☐ Los datos se basan en ajustes/programa de peor de los casos (sólo válido hasta que cambien las opciones de
ajuste/programas de soldadura)
☐ Los datos se basan en ajustes/programas múltiples (sólo válido hasta que cambien las opciones de
ajuste/programas de soldadura)
La exposición profesional está por debajo de los valores límite de exposición ☒ SÍ ☐ NO
(VLE) para efectos de salud en las configuraciones estándar (si NO, se aplican las distancias
mínimas obligatorias)
La exposición profesional está por debajo de los ☐ n.s./n.c. ☒ SÍ ☐ NO
valores límite de exposición (VLE) para efectos (si NO, se necesitan mediciones específicas)
sensoriales en las configuraciones estándar
La exposición profesional está por debajo de los niveles ☐ n.s./n.c. ☐ SÍ ☒ NO
de actuación (NA) en las configuraciones estándar (si NO, se necesita señalización específica)
Datos EMF para efectos no térmicos
Índices de exposición (IE) y distancias al circuito de soldadura (para cada modo de funcionamiento, según corresponda)
Cabeza
Tronco
Extremidad
(mano)
Extremidad
(muslo)
Efectos
sensoriales
Efectos de
salud
Distancia normalizada 10 cm 10 cm 10 cm 3 cm 3 cm
IE de VLE @ distancia normalizada 0,16 0,12 0,19 0,11 0,24
Distancia mínima necesaria
1 cm 1 cm 1 cm 1 cm 1 cm
Distancia en la que todos los índices de exposición de VLE ocupacional caen por debajo de 0,20 9 cm (20 %)
Distancia en la que todos los índices de exposición de VLE ocupacional caen por debajo de 1,00 185 cm (100 %)
Probado por: Tony Samimi Fecha prueba: 2016-03-03
275641-C

OM-2254 Página 1
SECCIÓN 1 − PRECAUCIONES DE SEGURIDAD − LEA
ANTES DE USAR
som_2018−01_spa
7
Protéjase usted mismo y a otros contra lesiones — lea, cumpla y conserve estas importantes precauciones de seguridad e instruccio-
nes de utilización.
1-1. Uso de símbolos
¡PELIGRO! − Indica una situación peligrosa que, si no
se la evita, resultará en muerte o lesión grave. Los peli-
gros posibles se muestran en los símbolos adjuntos o
se explican en el texto.
Indica una situación peligrosa que, si no se la evita, po-
dría resultar en muerte o lesión grave. Los peligros po-
sibles se muestran en los símbolos adjuntos, o se expli-
can en el texto.
AVISO − Indica precauciones no relacionadas a lesiones personales
. Indica instrucciones especiales.
Este grupo de símbolos significa ¡Advertencia!, ¡Cuidado! CHOQUE
O DESCARGA ELÉCTRICA, PIEZAS QUE SE MUEVEN, y peligros
de PARTES CALIENTES. Consulte los símbolos e instrucciones re-
lacionadas abajo para la acción necesaria para evitar los peligros.
1-2. Peligros en soldadura de arco
Se usan los símbolos mostrados abajo por todo éste manual
para llamar la atención e identificar a peligros posibles. Cuan-
do usted vea este símbolo, tenga cuidado, y siga a las
instrucciones relacionadas para evitar el peligro. La informa-
ción de seguridad dada abajo es solamente un resumen de la
información más completa de seguridad que se encuentra en
los estándares de seguridad de sección 1-5. Lea y siga todas
los estándares de seguridad.
Solamente personal cualificado debe instalar, utilizar, mante-
ner y reparar este equipo. La definición de personal
cualificado es cualquier persona que, debido a que posee un
título, un certificado o una posición profesional reconocida,
o gracias a su gran conocimiento, capacitación y experien-
cia, haya demostrado con éxito su capacidad para solucionar
o resolver problemas relacionados con el trabajo, el proyecto
o el tema en cuestión, además de haber asistido a una capaci-
tación en seguridad para reconocer y evitar los peligros que
implica el proceso.
Durante su operación mantenga lejos a todos, especialmente
a los niños.
UNA DESCARGA ELECTRICA puede
matarlo.
El tocar partes con carga eléctrica viva puede causar
un toque fatal o quemaduras severas. El circuito de
electrodo y trabajo está vivo eléctricamente cuando
quiera que la salida de la máquina esté prendida. El
circuito de entrada y los circuitos internos de la
máquina también están vivos eléctricamente cuando
la máquina está prendida. Cuando se suelda con
equipo automático o semiautomático, el alambre,
carrete, el bastidor que contiene los rodillos de
alimentación y todas las partes de metal que tocan el
alambre de soldadura están vivos eléctricamente.
Equipo instalado incorrectamente o sin conexión a
tierra es un peligro.
D No toque piezas que estén eléctricamente vivas.
D Use guantes de aislamiento secos y sin huecos y protección en el
cuerpo.
D Aíslese del trabajo y de la tierra usando alfombras o cubiertas lo
suficientemente grandes para prevenir cualquier contacto físico
con el trabajo o tierra.
D No use una máquina con salida de soldadura de CA en lugares moja-
dos, húmedos o con poco espacio, o si existe peligro de sufrir caídas.
D Use la salida CA SOLAMENTE si lo requiere el proceso de soldadura.
D Si se requiere la salida CA, use un control remoto si hay uno pre-
sente en la unidad.
D Se requieren precauciones adicionales de seguridad cuando cual-
quiera de las siguientes condiciones eléctricas peligrosas están
presentes en locales húmedos o mientras trae puesta ropa húme-
da, en estructuras de metal, tales como pisos, rejillas, o andamios;
cuando esté en posiciones apretadas tal como sentado, arrodilla-
do, acostado o cuando hay un riesgo alto de tener contacto
inevitable o accidental con la pieza de trabajo o tierra. Para estas
condiciones, use el equipo siguiente en el orden presentado: 1) un
soldadora semiautomática de voltaje constante (alambre) CD, 2)
una soldadura CD manual (convencional), o 3) una soldadora CA
voltaje reducido de circuito abierto. En la mayoría de las situacio-
nes, el uso de soldadora de alambre de voltaje constante CD es lo
recomendado. ¡Y, no trabaje solo!
D Desconecte la potencia de entrada o pare el motor antes de instalar
o dar servicio a este equipo. Apague con candado o usando etiqueta
inviolable (“lockout/tagout”) la entrada de potencia de acuerdo a OHA
29 CFR 1910.147 (vea Estándares de Seguridad).
D Instale, conecte a tierra y utilice correctamente este equipo acorde
a las instrucciones de su Manual del usuario y a lo establecido en
los reglamentos nacionales, estatales y locales.
D Siempre verifique el suministro de tierra − chequee y asegúrese
que la entrada de la potencia al alambre de tierra esté apropiada-
mente conectada al terminal de tierra en la caja de desconexión
o que su enchufe esté conectado apropiadamente al receptáculo
de salida que esté conectado a tierra.
D Cuando esté haciendo las conexiones de entrada, conecte el con-
ductor de tierra primero − doble chequee sus conexiones.
D Mantenga los cordones o alambres secos, sin aceite o grasa, y
protegidos de metal caliente y chispas.
D Inspeccione con frecuencia el cable de alimentación y el cable de
tierra de los equipos. Si observa daños o conductores a la vista −
reemplace inmediatamente el cable completo − pues un alambre
desnudo puede matarlo.
D Apague todo equipo cuando no esté usándolo.
D No use cables que estén gastados, dañados, de tamaño muy pe-
queño, o mal conectados.
D No envuelva los cables alrededor de su cuerpo.
D Si se requiere grampa de tierra en el trabajo haga la conexión de
tierra con un cable separado.
D No toque el electrodo si usted está en contacto con el trabajo o cir-
cuito de tierra u otro electrodo de una máquina diferente.
D No ponga en contacto dos portaelectrodos conectados a dos má-
quinas diferentes al mismo tiempo porque habrá presente
entonces un voltaje doble de circuito abierto.
D Use equipo bien mantenido. Repare o reemplace partes dañadas
inmediatamente. Mantenga la unidad de acuerdo al manual.
D Use tirantes de seguridad para prevenir que se caiga si está traba-
jando más arriba del nivel del piso.
D Mantenga todos los paneles y cubiertas en su sitio.
D Ponga la grampa del cable de trabajo con un buen contacto de me-
tal a metal al trabajo o mesa de trabajo lo más cerca de la suelda
que sea práctico.

OM-2254 Página 2
D Guarde o aísle la grampa de tierra cuando no esté conectada a la
pieza de trabajo para que no haya contacto con ningún metal o al-
gún objeto que esté aterrizado.
D Aísle la abrazadera de tierra cuando no esté conectada a la pieza
de trabajo para evitar que haga contacto con cualquier objeto de
metal. Desconecte los cables si no utiliza la máquina.
D Use equipos auxiliares protegidos por GFCI cuando trabaje en
lugares húmedos o mojados.
Aun DESPUÉS de haber apagado el motor, puede
quedar un VOLTAJE IMPORTANTE DE CC en las
fuentes de poder con convertidor CA/CC.
D Antes de tocar ninguna pieza, apague la unidad, desconecte la po-
tencia de alimentación y descargue los capacitores de entrada,
según las instrucciones del manual.
Las PIEZAS CALIENTES pueden
ocasionar quemaduras.
D No toque las partes calientes con la mano sin
guante.
D Deje que el equipo se enfríe antes de comen-
zar a trabajar en él.
D Para manejar partes calientes, use herramientas apropiadas y/o
póngase guantes pesados, con aislamiento para soldar y ropa
para prevenir quemaduras.
El soldar produce humo y gases. Respirando estos
humos y gases pueden ser peligrosos a su salud.
D Mantenga su cabeza fuera del humo. No respire
el humo.
HUMO y GASES pueden ser peligrosos.
D Ventile el área de trabajo o use ventilación local forzada ante el ar-
co para quitar el humo y los gases de soldadura. El método
recomendado para determinar la ventilación adecuada es tomar
muestras de la composición y la cantidad de humos y gases a los
que está expuesto el personal.
D Si la ventilación es mala, use un respirador de aire aprobado.
D Lea y entienda las Hojas de datos del material (SDS) y las instruc-
ciones del fabricante relacionadas con los adhesivos, metales,
consumibles, recubrimientos, limpiadores, refrigerantes, desen-
grasadores, fundentes y metales.
D Trabaje en un espacio cerrado solamente si está bien ventilado o
mientras esté usando un respirador de aire. Siempre tenga una
persona entrenada cerca. Los humos y gases de la suelda pueden
desplazar el aire y bajar el nivel de oxígeno causando daño a la
salud o muerte. Asegúrese que el aire de respirar esté seguro.
D No suelde en ubicaciones cerca de operaciones de grasa, limpia-
miento o pintura al chorro. El calor y los rayos del arco pueden
hacer reacción con los vapores y formar gases altamente tóxicos
e irritantes.
D No suelde en materiales de recubrimientos como acero galvaniza-
do, plomo, o acero con recubrimiento de cadmio a no ser que se ha
quitado el recubrimiento del área de soldar, el área esté bien venti-
lada y mientras esté usando un respirador con fuente de aire. Los
recubrimientos de cualquier metal que contiene estos elementos
pueden emanar humos tóxicos cuando se sueldan.
LOS RAYOS DEL ARCO pueden
quemar sus ojos y piel.
Los rayos del arco de un proceso de suelda
producen un calor intenso y rayos ultravioletas
fuertes que pueden quemar los ojos y la piel. Las
chispas se escapan de la soldadura.
D Use una careta para soldar aprobada equipada con un filtro de protec-
ción apropiado para proteger su cara y ojos de los rayos del arco y de
las chispas mientras esté soldando o mirando.(véase los estándares
de seguridad ANSI Z49.1 y Z87.1).
D Use anteojos de seguridad aprobados que tengan protección lateral.
D Use pantallas de protección o barreras para proteger a otros del
destello, reflejos y chispas, alerte a otros que no miren el arco.
D Use ropa de protección adecuada para el cuerpo, de material
durable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero, cami-
sa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
Soldando en un envase cerrado, como tanques,
tambores o tubos, puede causar explosión. Las
chispas pueden volar de un arco de soldar. Las
chispas que vuelan, la pieza de trabajo caliente y el
equipo caliente pueden causar fuegos y quemaduras. Un contacto
accidental del electrodo a objetos de metal puede causar chispas,
explosión, sobrecalentamiento, o fuego. Chequee y asegúrese que el
área esté segura antes de comenzar cualquier suelda.
EL SOLDAR puede causar fuego o
explosión.
D Quite todo material inflamable dentro de 11m de distancia del arco
de soldar. Si eso no es posible, cúbralo apretadamente con cubier-
tas aprobadas.
D No suelde donde las chispas pueden impactar material inflamable.
D Protéjase a usted mismo y otros de chispas que vuelan y metal ca-
liente.
D Este alerta de que chispas de soldar y materiales calientes del ac-
to de soldar pueden pasar a través de pequeñas rajaduras
o aperturas en áreas adyacentes.
D Siempre mire que no haya fuego y mantenga un extinguidor de
fuego cerca.
D Esté alerta que cuando se suelda en el techo, piso, pared o algún
tipo de separación, el calor puede causar fuego en la parte escon-
dida que no se puede ver.
D No corte ni suelde sobre llantas para neumáticos o ruedas. Si se
calientan, los neumáticos pueden explotar. Las llantas y las rue-
das reparadas pueden fallar. Consulte la norma OSHA 29 CFR
1910.177, que se menciona en Estándares de seguridad.
D No suelde en recipientes que han contenido combustibles, ni en
recipientes cerrados como tanques, tambores o tuberías, a me-
nos que estén preparados correctamente de acuerdo con la
norma AWS F4.1 y AWS A6.0 (vea las normas de seguridad).
D No suelde en lugares donde la atmósfera podría contener polvos,
gases o vapores inflamables (por ejemplo gasolina).
D Conecte el cable del trabajo al área de trabajo lo más cerca posible
al sitio donde va a soldar para prevenir que la corriente de soldadura
haga un largo viaje posiblemente por partes desconocidas causando
una descarga eléctrica, chispas y peligro de incendio.
D No use una soldadora para descongelar tubos helados.
D Quite el electrodo del porta electrodos o corte el alambre de soldar
cerca del tubo de contacto cuando no esté usándolo.
D Use ropa de protección adecuada para el cuerpo, de material du-
rable y resistente a la llama (cuero, algodón grueso o lana). La
ropa de protección para el cuerpo incluye guantes de cuero, cami-
sa de trabajo, pantalones sin botamanga (vuelta), botas de
seguridad y una gorra; ninguno de estos elementos debe contener
compuestos derivados del petróleo.
D Quite de su persona cualquier combustible, como encendedoras
de butano o cerillos, antes de comenzar a soldar.
D Después de completar el trabajo, inspeccione el área para asegu-
rarse de que esté sin chispas, rescoldo, y llamas.
D Use sólo los fusibles o disyuntores correctos. No los ponga de ta-
maño más grande o los pase por un lado.
D Siga los reglamentos en OSHA 1910.252 (a) (2) (iv) y NFPA 51B
para trabajo caliente y tenga una persona para cuidar fuegos y un
extinguidor cerca.
D Lea y entienda las Hojas de datos del material (SDS) y las instruc-
ciones del fabricante relacionadas con los adhesivos, metales,
consumibles, recubrimientos, limpiadores, refrigerantes, desen-
grasadores, fundentes y metales.
METAL QUE VUELA o TIERRA puede
lesionar los ojos.
D El soldar, picar, cepillar con alambre, o esmeri-
lar puede causar chispas y metal que vuele.
Cuando se enfrían las sueldas, estás pueden
soltar escoria.
D Use anteojos de seguridad aprobados con resguardos laterales
hasta debajo de su careta.

OM-2254 Página 3
LA ACUMULACION DE GAS puede
enfermarle o matarle.
D Cierre el suministro de gas comprimido cuando
no lo use.
D Siempre dé ventilación a espacios cerrados o use
un respirador aprobado que reemplaza el aire.
Los CAMPOS ELÉCTRICOS Y MAG-
NÉTICOS (EMF) pueden afectar el fun-
cionamiento de los dispositivos médi-
cos implantados.
D Las personas que utilicen marcapasos u otros
dispositivos médicos implantados deben man-
tenerse apartadas de la zona de trabajo.
D Los usuarios de dispositivos médicos implantados deben
consultar a su médico y al fabricante del dispositivo antes de
efectuar trabajos, o estar cerca de donde se realizan, de
soldadura por arco, soldadura por puntos, ranurado, corte por
arco de plasma u operaciones de calentamiento por inducción.
EL RUIDO puede dañar su oído.
El ruido de algunos procesos o equipo puede dañar
su oído
D Use protección aprobada para el oído si el nivel
de ruido es muy alto.
LOS CILINDROS pueden estallar si
están averiados.
Los cilindros de gas comprimido contienen gas a alta
presión. Si están averiados los cilindros pueden
estallar. Como los cilindros son normalmente parte del
proceso de soldadura, siempre trátelos con cuidado.
D Proteja cilindros de gas comprimido del calor excesivo, golpes
mecánicos, daño físico, escoria, llamas, chispas y arcos.
D Instale y asegure los cilindros en una posición vertical asegurán-
dolos a un soporte estacionario o un sostén de cilindros para
prevenir que se caigan o se desplomen.
D Mantenga los cilindros lejos de circuitos de soldadura o eléctricos.
D Nunca envuelva la antorcha de suelda sobre un cilindro de gas.
D Nunca permita que un electrodo de soldadura toque ningún cilindro.
D Nunca suelde en un cilindro de presión − una explosión resultará.
D Use solamente cilindros de gas comprimido, reguladores, man-
gueras y conexiones diseñados para la aplicación específica;
manténgalos, al igual que las partes, en buenas condiciones.
D Aparte su cara de la salida de la válvula mientras abre la válvula
del cilindro. No se pare frente o detrás del regulador al abrir la vál-
vula del cilindro.
D Mantenga la tapa protectiva en su lugar sobre la válvula excepto
cuando el cilindro está en uso o conectado para ser usado.
D Siga los procedimientos y use los equipos correctos, y solicite la
asistencia de una cantidad suficiente de personas para levantar y
mover los cilindros.
D Lea y siga las instrucciones de los cilindros de gas comprimido,
equipo asociado y la publicación de la Asociación de Gas Compri-
mido (CGA) P−1 que están enlistados en los Estándares de
Seguridad.
1-3. Símbolos adicionales para instalación, operación y mantenimiento
Peligro de FUEGO O EXPLOSIÓN.
D No ponga la unidad encima de, sobre o cerca
de superficies combustibles.
D No instale la unidad cerca a objetos inflamables.
D No sobrecarga a los alambres de su edificio − asegure que su
sistema de abastecimiento de potencia es adecuado en tamaño
capacidad y protegido para cumplir con las necesidades de esta
unidad.
Un EQUIPO AL CAER puede producir
lesiones.
D Use solamente al ojo de levantar para levantar
la unidad, NO al tren de rodaje, cilindros de
gas, ni otros accesorios.
D Siga los procedimientos adecuados y use equipos con suficien-
te capacidad para levantar y sostener la unidad.
D Si usa montacargas para mover la unidad, asegúrese que las
puntas del montacargas sean lo suficientemente largas para ex-
tenderse más allá del lado opuesto de la unidad.
D Cuando trabaje desde una ubicación elevada, mantenga el
equipo (cables y cordones) alejado de los vehículos en
movimiento.
D Siga las pautas incluidas en el Manual de aplicaciones de la
ecuación revisada para levantamiento de cargas del NIOSH
(Publicación Nº 94–110) cuando tenga que levantar cargas
pesadas o equipos.
SOBREUSO puede causar SOBRE−
CALENTAMIENTO DEL EQUIPO
D Permite un período de enfriamiento, siga el ci-
clo de trabajo nominal.
D Reduzca la corriente o ciclo de trabajo antes de soldar de nuevo.
D No bloquee o filtre el flujo de aire a la unidad.
Las CHISPAS DESPEDIDAS por los
equipos pueden ocasionar lesiones.
D Use un resguardo para la cara para proteger
los ojos y la cara.
D De la forma al electrodo de tungsteno solamente en una amolado-
ra con los resguardos apropiados en una ubicación segura
usando la protección necesaria para la cara, manos y cuerpo.
D Las chispas pueden causar fuego − mantenga los inflamables le-
jos.
ESTÁTICA (ESD) puede dañar las tar-
jetas de circuito.
D Ponga los tirantes aterrizados de muñeca AN-
TES de tocar las tablillas o partes.
D Use bolsas y cajas adecuadas anti-estáticas
para almacenar, mover o enviar tarjetas impre-
sas de circuito.
Las PIEZAS MÓVILES pueden provo-
car lesiones.
D Aléjese de toda parte en movimiento.
D Aléjese de todo punto que pellizque, tal como
rodillos impulsados.

OM-2254 Página 4
D No presione el gatillo de la antorcha hasta que
reciba estas instrucciones.
D No apunte la punta de la antorcha hacia ninguna parte del cuer-
po, otras personas o cualquier objeto de metal cuando esté pa-
sando el alambre.
El ALAMBRE de SOLDAR puede
causar heridas.
La EXPLOSIÓN DE LA BATERÍA puede
producir lesiones.
D No utilice la soldadora para cargar baterías ni
para hacer arrancar vehículos a menos que
tenga incorporado un cargador de baterías
diseñado para ello.
Las PIEZAS MÓVILES pueden
provocar lesiones.
D Aléjese de toda parte en movimiento, tal como
los ventiladores.
D Mantenga todas las puertas, paneles, tapas y guardas cerrados y
en su lugar.
D Verifique que sólo el personal cualificado retire puertas, paneles,
tapas o protecciones para realizar tareas de mantenimiento, o
resolver problemas, según sea necesario.
D Reinstale puertas, tapas, o resguardos cuando se acabe de dar
mantenimiento y antes de reconectar la potencia de entrada.
LEER INSTRUCCIONES.
D Lea y siga cuidadosamente las instrucciones
contenidas en todas las etiquetas y en el
Manual del usuario antes de instalar, utilizar o
realizar tareas de mantenimiento en la unidad.
Lea la información de seguridad incluida en la
primera parte del manual y en cada sección.
D Utilice únicamente piezas de reemplazo legítimas del fabricante.
D Los trabajos de instalación y mantenimiento deben ser ejecuta-
dos de acuerdo con las instrucciones del manual del usuario, las
normas del sector y los códigos nacionales, estatales y locales.
RADIACIÓN de ALTA FRECUENCIA pue-
de causar interferencia.
D Radiación de alta frecuencia (H.F., en inglés)
puede interferir con navegación de radio, servi-
cios de seguridad, computadoras y equipos de
comunicación.
D Asegure que solamente personas calificadas, familiarizadas con
equipos electrónicas instala el equipo.
D El usuario se responsabiliza de tener un electricista capacitado
que pronto corrija cualquier problema causado por la instalación.
D Si la FCC (Comisión Federal de Comunicación) le notifica que hay
interferencia, deje de usar el equipo de inmediato.
D Asegure que la instalación recibe chequeo y mantenimiento regu-
lar.
D Mantenga las puertas y paneles de una fuente de alta frecuencia
cerradas completamente, mantenga la distancia de la chispa en
los platinos en su fijación correcta y haga tierra y proteja contra co-
rriente para minimizar la posibilidad de interferencia.
La SOLDADURA DE ARCO puede
causar interferencia.
D La energía electromagnética puede interferir
con equipo electrónico sensitivo como compu-
tadoras, o equipos impulsados por computado-
ras, como robotes.
D Asegúrese que todo el equipo en el área de soldadura sea elec-
tro-magnéticamente compatible.
D Para reducir posible interferencia, mantenga los cables de sol-
dadura lo más cortos posible, lo más juntos posible o en el suelo,
si fuera posible.
D Ponga su operación de soldadura por lo menos a 100 metros de
distancia de cualquier equipo que sea sensible electrónicamente.
D Asegúrese que la máquina de soldar esté instalada y aterrizada
de acuerdo a este manual.
D Si todavía ocurre interferencia, el operador tiene que tomar me-
didas extras como el de mover la máquina de soldar, usar cables
blindados, usar filtros de línea o blindar de una manera u otra la
área de trabajo.
1-4. CALIFORNIA Proposición 65 Advertencia
ADVERTENCIA: Este producto puede exponerlo a químicos,
incluso plomo, que el estado de California conoce como
causantes de cáncer, defectos de nacimiento u otros daños
reproductivos.
Para obtener más información, acceda a www.P65Warnings.ca.gov.

OM-2254 Página 5
1-5. Estándares principales de seguridad
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02169 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS
(phone: 800-463-6727, website: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02169 (phone: 1-800-344-3555, website: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910.177 Subpart
N, Part 1910 Subpart Q, and Part 1926, Subpart J, from U.S. Govern-
ment Printing Office, Superintendent of Documents, P.O. Box 371954,
Pittsburgh, PA 15250-7954 (phone: 1-866-512-1800) (there are 10 OS-
HA Regional Offices—phone for Region 5, Chicago, is 312-353-2220,
website: www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Información sobre los campos electromagnéticos (EMF)
La corriente que fluye a través de un conductor genera campos
eléctricos y magnéticos (EMF) localizados. La corriente del arco de
soldadura (y otras técnicas afines como la soldadura por puntos, el
ranurado, el corte por plasma y el calentamiento por inducción) genera
un campo EMF alrededor del circuito de soldadura. Los campos EMF
pueden interferir con algunos dispositivos médicos implantados como,
por ejemplo, los marcapasos. Por lo tanto, se deben tomar medidas de
protección para las personas que utilizan estos implantes médicos. Por
ejemplo, aplique restricciones al acceso de personas que pasan por las
cercanías o realice evaluaciones de riesgo individuales para los
soldadores. Todos los soldadores deben seguir los procedimientos que
se indican a continuación con el objeto de minimizar la exposición a los
campos EMF generados por el circuito de soldadura:
1. Mantenga los cables juntos retorciéndolos entre sí o uniéndolos
mediante cintas o una cubierta para cables.
2. No ubique su cuerpo entre los cables de soldadura. Disponga
los cables a un lado y apártelos del operario.
3. No enrolle ni cuelgue los cables sobre su cuerpo.
4. Mantenga la cabeza y el tronco tan apartados del equipo del
circuito de soldadura como le sea posible.
5. Conecte la pinza de masa en la pieza lo más cerca posible de la
soldadura.
6. No trabaje cerca de la fuente de alimentación para soldadura, ni
se siente o recueste sobre ella.
7. No suelde mientras transporta la fuente de alimentación o el
alimentador de alambre.
Acerca de los aparatos médicos implantados:
Las personas que usen aparatos médico implantados deben consultar
con su médico y el fabricante del aparato antes de llevar a cabo o acer-
carse a soldadura de arco, soldadura de punto, ranurar, hacer corte por
plasma, u operaciones de calentamiento por inducción. Si su doctor lo
permite, entonces siga los procedimientos de arriba.

OM-2254 Página 6
SECCIÓN 2 − DEFINICIONES
2-1. Símbolos Y Definiciones Adicionales De Seguridad
.
Algunos símbolos se encuentran únicamente en los productos CE.
¡Advertencia! ¡Cuidado! Existen peligros potenciales indicados por los símbolos.
Safe1 2012−05
No deseche el producto (si fuese necesario) con los residuos comunes.
Reutilice o recicle los residuos de aparatos eléctricos y electrónicos (WEEE) desechándolos en una planta
de recolección designada para tal fin.
Si necesita mayor información, comuníquese con la oficina de reciclado de su localidad o con su distribuidor local.
Safe37 2017−04
Use guantes aislantes secos. No toque ninguna pieza caliente sin protección en las manos. No use guantes
mojados o deteriorados.
Safe2 2017−04
Protéjase de las descargas eléctricas aislándose usted mismo de la masa y de la tierra.
Safe3 2017−04
Desconecte el enchufe de la entrada o la alimentación antes de trabajar en la máquina.
Safe5 2017−04
Mantenga su cabeza fuera del humo.
Safe6 2017−04
Use ventilación forzada o algún tipo de extracción local para eliminar los humos.
Safe8 2012−05
Use un ventilador para eliminar el humo.
Safe10 2012−05
Mantenga los materiales inflamables alejados de la soldadura. No suelde cerca de materiales inflamables.
Safe12 2012−05

OM-2254 Página 7
Las chispas producidas por la soldadura pueden provocar incendios. Tenga a mano un extinguidor y una perso-
na que vigile lista para usarlo.
Safe14 2012−05
No suelde sobre tambores u otros recipientes cerrados.
Safe16 2017−04
No quite esta etiqueta ni la cubra con pintura.
Safe20 2017−04
Al salir despedidos, los pedazos de las piezas pueden causar lesiones. Use siempre careta de protección
cuando repare la máquina.
Safe27 2012−05
Siempre que necesite realizar reparaciones en la unidad use mangas largas y el cuello abotonado.
Safe28 2012−05
Conecte la alimentación de la máquina únicamente después de haber tomado las precauciones indicadas.
Safe29 2012−05
No use una sola manija para levantar o sostener la unidad.
Safe31 2017−04
Período de uso con protección medioambiental (China)
Safe123 2016−06
Use casco y lentes de seguridad. Use protección para los oídos y
abotónese el cuello de la camisa. Use careta para soldar con un
lente de protección adecuado. Use protección de cuerpo completo.
Safe38 2012−05
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Entrénese y lea las instrucciones antes de trabajar en la máquina o
soldar.
Safe40 2012−05

OM-2254 Página 8
>5min
V
V
V
Los capacitores de entrada permanecen cargados con un voltaje
peligroso aún después de haber apagado la alimentación. No toque
los capacitores pues están completamente cargados. Aguarde
siempre 5 minutos después de haber apagado la unidad para trabajar
en ella, Y mida el voltaje del capacitor de entrada y asegúrese de que
el valor medido sea cercano a 0 (cero) antes de tocar alguna pieza.
Safe43 2017−04
=
<
60
Siempre levante y sostenga la unidad con ambas manijas. Mantenga
el ángulo del aparato de elevación en menos de 60 grados.
Use un carro apropiado para mover la unidad.
Safe44 2012−05
2-2. Símbolos Y Definiciones Diversos
A
Amperaje
Panel
Corriente alterna
(CA)
V
Voltaje
Encendido
Entrada de voltaje
Puesta a tierra de
protección (Tierra)
Conexión a la
línea
Convertidor de
frecuencia
estático trifásico −
Transformador−
Rectificador
X
Ciclo de trabajo
%
Por ciento
Trifásico
Operación Lift Arc
(GTAW sin HF)
Remoto
Negativo
Inductancia
Control de pie
Soldadura por
arco con
electrodo metálico
protegida por gas
(GMAW)
U
2
Voltaje de la carga
(convencional)
I
2
Corriente de
soldadura nominal
Monofásico
Aumentar
Interruptor
Soldadura TIG
Positivo
Voltaje Constante
Soldadura por
arco con
electrodo metálico
revestido (SMAW)
U
1
Voltaje principal
IP
Grado de
protección
Operación de
sostén de gatillo
para función Lift
Arc (GTAW sin
HF)
I
1eff
Corriente eficaz,
máxima de
suministro
Alimentador con
detección de
voltaje
Salida
Apagado
Corriente directa
(CC)
Corriente
Constante
Fuerza de arco
U
0
Voltaje nominal
sin carga (OCV)
Hz
Hertz
Pulsada
I
1max
Corriente nominal
máxima de
suministro
Arranque por
raspado en modo
TIG

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 9
SECCIÓN 3 − INSTALACION
3-1. Ubicación de la etiqueta con el número de serie y los valores nominales de los
parámetros eléctricos de la máquina
El número de serie y los valores nominales de este producto están ubicados en su parte posterior. Use esta etiqueta para determinar los requisitos
de la alimentación eléctrica y la potencia de salida nominal de la máquina. Anote el número de serie de la máquina en el lugar indicado en la contraporta-
da de este manual para consultas futuras.
3-2. Especificaciones
. No utilice la información en la tabla de especificaciones de la unidad para determinar los requisitos del servicio eléctrico. Vea la información sobre
las conexiones de la alimentación en las secciones 4-7 y 4-8.
Entrada
de poder
Salida
nominal
Gama de
voltaje en
Modo VC
Gama de
amperaje
en modo
CD
Máx
Voltaje
de
circuito
abierto
Entrada de amperios RMS a la salida de carga
nominal, 50/60 Hz, trifásicos a los voltajes de
carga NEMA y tazación de Clase 1
KVA KW
230 V 380 V 400 V 460 V
Trifásico 350 A a 34
VCD, 60%
ciclo de trabajo
10−38 V 5−425 A 75 VCD 36,1 22,3 20,6 17,8 14,2 13,6
*Vea la Sección 3-5 para la capacidad de ciclo de trabajo.
3-3. Dimensiones y Peso
Dimensiones entre agujeros
24 pulg.
(610 mm)
17 pulg.
(432 mm)
12-1/2
pulg.
(318 mm)
804801-A / 803879−D
A
D
C
B
E
G
F
A 298 mm (11-3/4 pulg.)
B 42 mm (1-11/16 pulg.)
C 400 mm (15-3/4 pulg.)
D 485 mm (19-3/32 pulg.)
E 221 mm (8-11/16 pulg.)
F 39 mm (1-17/32 pulg.)
G 1/4-20 UNC -2B thread
Peso
42.4 kg (93.5 lb)
3-4. Especificaciones ambientales
A. Clase de protección (IP)
Clase de protección (IP)
IP23
Este equipo está diseñado para su utilización en el exterior.
IP23 2017−02
B. Especificaciones de temperatura
Rango de temperatura de funcionamiento* Rango de temperatura de transporte/almacenamiento
14 a 104 F (−10 a 40 C)
*La salida se reduce a temperaturas por encima de 104 F (40 C).
−4 a 131 F (−20 a 55 C)
Temp_2016-07

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 10
C. Información sobre compatibilidad electromagnética (EMC)
! Este equipo de clase A no está diseñado para su uso en zonas residenciales donde la energía eléctrica es proporcionada por el
sistema público de distribución de baja tensión. Podría haber dificultades potenciales para garantizar la compatibilidad
electromagnética en esos lugares debido a las perturbaciones conducidas así como a las radiadas.
Este equipo cumple con las normas IEC61000−3−11 y IEC 61000−3−12 y se puede conectar a redes públicas de baja tensión, siempre que la
impedancia del sistema público de baja tensión Z
máx.
en el punto de acoplamiento común sea menor de 46,39mW (o que la potencia de
cortocircuito S
sc
sea mayor de 3.449.293VA). El instalador o el usuario del equipo tienen la responsabilidad de asegurar, mediante consulta con
el operador de la red de distribución si es necesario, que la impedancia del sistema cumpla con las restricciones de impedancia.
ce−emc 1 2014−07
D. Información de sustancias peligrosas EEP China
质量
Información de sustancias peligrosas EEP China
部
Nombre del componente
(适)
(si procede)
质
Sustancia peligrosa
铅
Pb
Hg
镉
Cd
铬
Cr6
PBB
醚
PBDE
黄铜铜部
Piezas de latón y cobre
X O O O O O
装
Dispositivos de acoplamien-
to
X O O O O O
装
Dispositivos de conmutación
O O X O O O
配
Cables y accesorios de
cables
X O O O O O
Baterías
X O O O O O
表SJ/T 11364规.
Esta tabla se preparó según la SJ/T 11364 de China.
O:
表该质该部质量GB/T26572规限量要.
Indica que la concentración de la sustancia peligrosa en todos los materiales homogéneos de la pieza está por debajo del umbral correspon-
diente de la GB/T 26572 de China.
X:
表该质该部质量超GB/T26572规限量要.
Indica que la concentración de la sustancia peligrosa en en al menos un material homogéneo de la pieza está por encima del umbral corres-
pondiente de la GB/T 26572 de China.
限SJ/Z11388规.
El valor EFUP de esta EEP se define según la SJ/Z 11388 de China.
EEP_2016−06
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 11
Ciclo de Trabajo es un porcen-
taje de 10 minutos que la uni-
dad o antorcha puede soldar a
la carga nominal sin sobreca-
lentarse.
Si la unidad se sobrecalienta,
la salida para, y el mensaje
Help (ayuda) aparecerá en la
pantalla y el ventilador funcio-
nará. Espere 15 minutos para
que la unidad se enfríe. Reduz-
ca el amperaje o voltaje o el ci-
clo de trabajo antes de soldar.
AVISO − Excediendo el ciclo
de trabajo puede dañar la uni-
dad e invalidar la garantía.
3-5. Ciclo de trabajo y sobrecalentamiento
0
15
A o V
Minutos
Ref. 219 523-A
% CICLO DE TRABAJO
AMPERIOS
6 minutos soldando 4 minutos enfriandose
60% de Ciclo de Trabajo
o
reduzca el ciclo de
trabajo
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 12
La curva de voltios amperios mues-
tra el voltaje máximo y mínimo y las
capacidades de salida de amperaje
de generador de soldadura. Las
curvas de todas las otras fijaciones
caen entre las curvas que se mues-
tran.
3-6. Curva de voltios amperios
217 836-A / 217 837-B
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500
50%
75%
100 %
25%
0%
AMPERIOS
VOLTIOS
A. Modo CC
GTAW
MAX
SMAW
MAX
SMAW
80A
ARC
CONTROL
GTAW
MN
0
10
20
30
40
50
60
70
80
90
100
0 100 200 300 400 500
VOLTIOS
B. Modo VC
AMPERIOS
MAX
MIN
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 13
SECCIÓN 4 − INSTALACIÓN
4-1. Selección de la ubicación
! Si en el lugar hay gasolina o
líquidos volátiles es posible
que necesite una instalación
especial; consulte el NEC
(EE.UU.) artículo 511 o el
CEC (Canadá) sección 20.
1 Horquillas para elevación
Extienda las uñas de la horquilla
de manera que sobresalgan
por el lado opuesto de la unidad.
2 Manijas
Use las manijas para levantar
la unidad.
3 Carrito de mano
Use un carro o un dispositivo
similar para mover la unidad.
4 Seccionador de línea
Sitúe la unidad cerca de una
alimentación eléctrica adecuada.
Movimiento
Ubicación y flujo de aire
4
18 pulg.
(460 mm)
18 pulg.
(460 mm)
1
O
! No mueva ni haga funcionar la unidad donde
podría volcarse.
2
3
2
loc_med 2015-04
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 14
4-2. Selección de la medida del cable*
AVISO − La longitud total del cable del circuito de soldadura (vea la tabla inferior) es la suma de ambos cables de soldadura. Por ejemplo, si la fuente
de poder está a 30 m (100 pies) de la pieza, la longitud total del cable del circuito de soldadura será 60 m (2 cables x 30 m (100 pies)). Use la columna
60 m (200 pies) para determinar la medida del cable.
Medida** del cable de soldadura y longitud total del cable (cobre)
en el circuito de soldadura que no exceda***
100 pies (30 m) o menos
150 pies
(45 m)
200 pies
(60 m)
250 pies
(70 m)
300 pies
(90 m)
350 pies
(105 m)
400 pies
(120 m)
Amperios
de
soldadura
Ciclo de
trabajo:
10 − 60%
AWG (mm
2
)
Ciclo de
trabajo:
60 − 100 %
AWG (mm
2
)
Ciclo de trabajo: 10 − 100 %
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
600 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120)
*Esta tabla es una guía general y puede no adecuarse para todas las aplicaciones. Si los cables recalientan, use la siguiente medida de cable mayor.
**La medida del cable para soldadura en calibres AWG (mm2) está basada en una caída de 4 voltios o menor o en una densidad de corriente
de al menos 300 milésimas de pulgada por amperio.
***Para distancias mayores a las indicadas en esta guía, consulte la hoja de datos n. 39 de AWS, Cables de soldadura, disponible en
http://www.aws.org (sitio web de la Sociedad Americana de Soldadura).
Ref. S-0007-M 2017−08
4-3. Conectores de la salida para soldadura
! Apague la máquina antes de conectar
los cables a la salida de soldadura.
! No utilice cables con signos de
desgaste, dañados, de sección
pequeña o reparados.
1 Conector positivo (+) de la salida de
soldadura
2 Conector negativo (−) de la salida de
soldadura
. Vea las conexiones de los conectores
de salida habitualmente empleadas en
los procesos comunes, en las
Secciones 6-1 a 8-1.
2
1
Ref. 803 692-C / output term1 2015−02

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 15
4-4. Información del conector para control remoto de 14 patillas
AJ
B
K
I
C
L
NH
D
M
G
E
F
REMOTO 14
Contacto
del
conector*
Información sobre el contacto
24 VOLTIOS DE CA
SALIDA
(CONTACTOR)
A 24 Vca. Protegido por el interruptor
complementario CB2.
B El cierre de este contacto con A alimenta
con 24 Vca el circuito de control del contactor.
CONTROL
REMOTO
DE LA SALIDA
C Salida al control remoto; 0 a +10 Vcd, +10 Vcd
en modo MIG.
D Común del circuito del control remoto.
E Señal de control de entrada desde el control
remoto: 0 a +10 Vcd.
M Selección modos CC/CV
A/V
AMPERAJE
VOLTAJE
F Realimentación de corriente: +1 Vcc por cada
100 A.
H Realimentación de voltaje; +1 Vcc por cada 10 V
en el conector de salida.
TIERRA
G Común del circuito para circuitos de 24 Vca.
K Común del chasis.
*Los contactos restantes no se usan.
4-5. Receptáculo doble de 110 voltios CA y los protectores suplementarios
1 Toma de corriente 115 Vca, 10 A,
60 Hz
2 Interruptor de protección
complementario CB1
3 Interruptor de protección
complementario CB2
El interruptor CB1 protege la toma de
corriente del enfriador de las sobrecar-
gas.
CB2 protege el circuito de 24 Vca del co-
nector para el control remoto de 14 pati-
llas de las sobrecargas.
Pulse el botón para rearmar el interrup-
tor complementario.
Ref. 803879-D
2 3
1
‘

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 16
4
Obtenga el cilindro de gas y enca-
dénelo un cilindro de gas al carro de
ruedas, pared u otro soporte esta-
cionario de manera que el cilindro
no pueda caerse y romper su válvu-
la.
1 Cilindro
2 Regulador/gasómetro
Instálelo de manera que encare
verticalmente.
3 Manguera de Gas
Al acople tiene rosca de 5/8−18 de
mano derecha. Obtenga e instale la
manguera de gas.
4 Acople para la entrada de gas
5 Acople para la salida de gas
Los acoples para la entrada y la sa-
lida del gas tiene roscas de 5/8−18
de mano derecha. Obtenga man-
guera del tamaño, tipo y longitud
apropiados para hacer las conexio-
nes como sigue:
Conecte la manguera desde el re-
gulador/flujómetro de la fuente del
gas protector al acople de la man-
guera. Conecte el otro extremo al
acople de entrada de gas.
Conecte el acople de la manguera
a la antorcha. Conecte un extremo
de la manguera de gas al acople de
la antorcha. Conecte el extremo
que queda de la manguera de gas
al acople de salida del gas.
Operación
El solenoide de gas controla el flujo
del gas durante el proceso TIG co-
mo sigue:
TIG remoto
El flujo del gas comienza con el
contactor remoto encendido.
El flujo de gas se suspende al fin del
posflujo si se detectó corriente, o
cuando el contactor remoto está
apagado si no se detectó corriente.
TIG con sostén del gatillo Lift−Arc
El flujo del gas se inicia cuando se
ha oprimido el interruptor de salida
El flujo del gas se suspende al fin
del posflujo.
TIG con arranque raspando
El flujo del gas comienza cuando se
detecta corriente.
El flujo se suspende al fin del pos-
flujo.
El tiempo de posflujo ha sido fijado
en la fábrica a 5 segundos por 100
amperios de corriente de soldadu-
ra. El tiempo mínimo de posflujo es
5 segundos. El máximo es 20 se-
gundos (el usuario no puede ajus-
tar la fijación del posflujo.
4-6. Operación de la válvula de gas opcional y la conexión del gas protector
SALIDA DE GAS
Ref. 803705-C / Ref. 803879-D
3
1
2
5
ENTRADA DE GAS

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 17
4-7. Guía de servicio eléctrico
AVISO − PRECAUCIÓN: Se puede averiar a esta fuente de potencia de soldadura usando POTENCIA DE ENTRADA INCORRECTA. El voltaje
de la fase a tierra no podrá exceder 10% del voltaje nominal de entrada.
AVISO − El voltaje primario no debe ser 10% menor que el mínimo y/o 10% mayor que el máximo voltaje mostrado en la siguiente tabla. Si el voltaje
actual está afuera de esta gama, puede que no haya salida de la unidad.
Cumpla con estas recomendaciones sobre el servicio eléctrico; en caso contrario podría haber peligro de que se produzcan descargas
eléctricas o incendios. Estas recomendaciones asumen que la unidad será conectada a un circuito eléctrico exclusivo, correctamente
dimensionado para la salida nominal y para el ciclo de trabajo de la máquina.
En las instalaciones con circuitos eléctricos para uso exclusivo de una carga específica, el Código Nacional Eléctrico (NEC) permite
que la corriente nominal de la toma de corriente o del conductor sea menor que la corriente nominal del dispositivo de protección del
circuito. Todos los componentes del circuito deben ser físicamente compatibles. Vea los artículos 210.21, 630.11 y 630.12 del NEC
Trifásico 50/60 Hx
Voltaje de entrada (V) 230 380 400 460
Corriente nominal máxima de entrada I
1max
(A) 46,5 27,6 26,3 22,6
Corriente eficaz máxima de entrada I
1eff
(A) 28,2 16,9 16,0 13,7
Fusible estándar máximo recomendado o con capacidad en amperios
1
Con demora de tiempo
2
50 30 30 25
De operación normal
3
70 40 40 35
Tamaño mínimo de conductor de entrada en mm
2
(AWG)
4
6 (10) 4 (12) 4 (12) 2,5 (14)
Largo máximo recomendado del conductor de entrada en metros 22 38 41 36
Tamaño mínimo de conductor de tierra en mm
2
(AWG)
4
6 (10) 4 (12) 4 (12) 2,5(14)
Referencia: Código Nacional Eléctrico (NEC) de 2017 (incluyando artículo 630)
1.Si se utiliza un interruptor en vez de un fusible, seleccione uno cuya curva tiempo−corriente sea comparable a la del fusible recomendado.
2 Los fusibles de “demora de tiempo” son de la clase “RK5” de UL. Vea UL 248.
3 Los fusibles de “operación normal” (de propósito general, sin demora intencional) son los de la clase “K5” de UL (hasta aquéllos, e incluyendo
60 amps.) y los de la clase “H”. (65 amperios y más).
4 Los datos de conductor de esta sección especifican el tamaño del conductor (excluido el cable flexible) entre el tablero de distribución y el equipo
según NEC tabla 310.15(B)(16) y se basan en las ampacidades permisibles de los conductores de cobre aislados con una calificación nominal de
temperatura de 167 F (75C) con no más de tres conductores únicos que trasladan corriente en un portacables. Si se usa un cable flexible, el
tamaño mínimo del conductor puede aumentar. Consulte NEC tabla 400.5(A) para los requisitos de cable flexible.
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 18
4-8. Conectando la potencia de entrada trifásica
Input2 2012−05 − Ref. 803766-C / Ref. 803879-D
L1
2
1
L2
L3
3
3
4
5
6
7
Herramientas necesarias:
= GND/PE
1

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 19
Input2 2012−05
! La instalación debe cumplir con todos
los códigos nacionales y locales.
Haga que solo personas capacitadas
lleven a cabo esta instalación.
! Desconecte y coloque un candado y
una etiqueta de advertencia en el
seccionador de la línea de
alimentación antes de conectar los
conductores de entrada a la unidad.
Siga los procedimientos establecidos
relacionados con la instalación y
desmontaje de los dispositivos de
bloqueo (candados) y etiquetas de
advertencia.
! Siempre conecte primero el cable
verde/amarillo al borne de puesta a
tierra del suministro, nunca conecte
este cable a un borne de la línea.
AVISO − Los circuitos Auto−Line de esta
unidad adaptan automáticamente la fuente de
poder al voltaje de alimentación aplicado. Ve-
rifique el voltaje de entrada disponible en el
lugar. Esta unidad puede conectarse a cual-
quier voltaje de entrada entre 208 y 575 Vca
sin necesidad de desmontar la cubierta para
cambiar los puentes de conexión de la fuente
de poder.
Vea la etiqueta con los valores nominales
adherida a la unidad y verifique si el voltaje de
alimentación de la máquina está disponible en
el lugar.
Para funcionamiento trifásico
1 Cordón de alimentación.
2 Seccionador de línea (se muestra en la
posición apagado)
3 Conductor de tierra verde o
verde/amarillo
4 Borne de puesta a tierra del
seccionador de la alimentación
5 Conductores de entrada (L1, L2 y L3)
6 Bornes de línea del seccionador
Conecte primero el cable de tierra verde o
verde/amarillo al borne de tierra del secciona-
dor de la alimentación.
Conecte los cables de la alimentación (L1, L2
y L3) a los bornes del seccionador de línea.
7 Protección de sobrecorriente
Seleccione el tipo y calibre de la protección de
sobrecorriente de la tabla de la sección 4-7
(se muestra un seccionador con fusibles).
Cierre y trabe la puerta del seccionador de lí-
nea. Siga los procedimientos establecidos
relacionados con la instalación y desmontaje
de los dispositivos de bloqueo (candados) y
etiquetas de advertencia para poner la unidad
en servicio.
4-8. Conexión a una alimentación trifásica (continuación)
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 20
SECCIÓN 5 − OPERACION
5-1. Controles del panel delantero
. Las secciones que tratan acerca de la
operación del proceso de soldadura
describen la función de los componentes
identificados (vea las Secciones 6-2 a
8-3).
. El motor del ventilador está controlado
por un termostato y funciona únicamente
cuando la refrigeración es necesaria.
1 Conector para control remoto de 14
patillas
Para utilizar el control remoto, conéctelo al
conector de 14 patillas. En los modos de sol-
dadura TIG y convencional con electrodos, el
control remoto es un porcentaje del ajuste de
V/A (el valor seleccionado en el ajuste V/A es
el máximo disponible en modo remoto). En el
modo MIG, el control remoto permite modifi-
car la potencia de salida de la unidad en todo
el intervalo, independientemente del ajuste
de V/A.
2 Pantalla izquierda
3 Pantalla derecha
. Los medidores muestran los valores
reales de la salida de soldadura después
del cebado del arco y hasta
aproximadamente tres segundos
después de haberse cortado el arco.
4 Control de ajuste
5 Control de arco
Este control ajusta la fuerza del arco si en el
selector 7 se ha escogido el modo de solda-
dura convencional con electrodo o CC. Si se
ajusta hacia el mínimo, el amperaje de corto-
circuito con un bajo voltaje de arco es igual al
amperaje normal de soldadura.
Si se ajusta hacia el valor máximo, el ampe-
raje de cortocircuito con un bajo voltaje de ar-
co aumenta para ayudar al inicio del arco y re-
ducir la posibilidad de que el electrodo se pe-
gue mientras se suelda.
Seleccione el ajuste más apropiado para la
aplicación.
El control ajusta la inductancia cuando se es-
coge la posición MIG o el alimentador con de-
tección de voltaje en el selector de modo. La
inductancia (0-100%) determina cuán “moja-
do” está el charco de soldadura. Si se ajusta
hacia el valor máximo, el aspecto de “mojado”
(la fluidez del charco) aumenta.
Para soldar con alambre tubular con fundente
(FCAW), ajuste el control del arco en la posi-
ción FCAW.
Este control no funciona si se ha selecciona-
do el modo MIG pulsado o un modo TIG.
6 Interruptor de alimentación
7 Selector de modo
La posición del selector de modo determina
el proceso empleado y el control de encendi-
do y apagado de la salida (vea la Sección
5-2).
Para tareas de corte y ranurado por arco con
electrodo de carbono y aire (CAC-A), gire el
selector a la posición Stick (soldadura con-
vencional con electrodos). Para obtener
mejores resultados, gire el control de arco
hasta la posición máxima.
8 Conector de la salida de soldadura (-)
9 Troquelado para la válvula de gas
opcional
10 Conector de la salida de soldadura (+)
803 692C /242 020A
6
8
9
10
4
7
5
1
23

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 21
5-2. Ajustes del selector de modo
Posición
del selector
Proceso Control de la salida Ajuste del panel Ajuste remoto
Arranque por raspado
en modo TIG
GTAW Electrodo con voltaje A
% de los amperios
del panel
Cebado del arco por
Lift-Arc (TIG)
GTAW Electrodo con voltaje A
% de los amperios
del panel
TIG GTAW
Conector remoto
de 14 patillas
A
% de los amperios
del panel
MIG GMAW
Conector remoto
de 14 patillas
Voltios Voltios
MIG Pulsado GMAW-P*
Conector remoto
de 14 patillas
N/A
Longitud del arco
(0-100)
CC
SMAW
CAC-A
Conector remoto
de 14 patillas
A
% de los amperios
del panel
Electrodo
convencional
(revestido)
SMAW
CAC-A
Electrodo con voltaje A
% de los amperios
del panel**
Alimentador con
sensor de voltaje
GMAW Electrodo con voltaje Voltios Voltios
*Requiere un dispositivo de pulsos externo.
**Vea la sección 8-5 Funciones de configuración alternativa
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 22
SECCIÓN 6 − OPERACIÓN EN MODO GTAW
6-1. Conexiones características del proceso GTAW
264339-B
! Apague la alimentación antes
de hacer las conexiones.
1 Control de pie
2 Conector positivo (+) de la salida
de soldadura
3 Conector para control remoto
de 14 patillas
Conecte el control remoto deseado
en el conector de 14 patillas REMOTE.
4 Conexión de entrada de gas
(opcional)
5 Cilindro de gas
6 Conexión de salida de gas (opcional)
7 Conector negativo (-) de la salida
de soldadura
8 Antorcha TIG
9 Pieza
3
7
4
2
6
1
8
5
9

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 23
6-2. Modo de soldadura TIG con arranque por raspado (proceso GTAW)
! Los bornes de soldadura están
siempre energizados en el modo de
soldadura TIG con arranque por
raspado.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 6-1.
Gire el selector de modo a la posición
SCRATCH START TIG (inicio por raspado)
como muestra la figura.
El voltaje de circuito abierto aparece en
la pantalla izquierda. El amperaje predefi-
nido aparece en la pantalla derecha.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el amperaje.
. Si el amperaje se ajusta mediante un
control remoto, este ajuste funcionará
como un porcentaje del amperaje
definido en la máquina.
. Para lograr mejores resultados, raspe
suavemente el electrodo de tungsteno
en la pieza para iniciar el arco.
Para minimizar el rebote del arco al
final de la soldadura, mueva
rápidamente hacia atrás el electrodo
para apagar el arco.
242 020-A
4
1
23
84.5 85

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 24
6-3. Modo de soldadura TIG con función Lift-Arc (proceso GTAW)
! Los bornes de soldadura están
siempre energizados en el modo de
soldadura TIG con función de inicio
Lift Arc.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
5 Pieza
6 Electrodo de tungsteno
Configuración
Vea las conexiones características del sis-
tema en la sección 6-1.
Gire el selector de modo a la posición
LIFT-ARC TIG como muestra la figura.
El voltaje de circuito abierto aparece en la
pantalla izquierda. El amperaje predefinido
aparece en la pantalla derecha.
El voltaje de circuito abierto normal no está
presente antes de que el electrodo toque la
pieza; solo hay un bajo voltaje de percep-
ción entre el electrodo y la pieza. Esto le
permite al electrodo tocar la pieza sin sob-
recalentarse ni pegarse ni contaminarse.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el amperaje.
. Si el amperaje se ajusta mediante un
control remoto, este ajuste funcionará
como un porcentaje del amperaje
definido en la máquina.
. Para lograr los mejores resultados,
toque firmemente la pieza con
el electrodo de tungsteno en el punto
de inicio de la soldadura. Sostenga
el electrodo contra la pieza durante 1 ó
2 segundos, y lentamente levante
el electrodo. El arco se formará
al levantar el electrodo. Para minimizar
el rebote del arco al final de la
soldadura, mueva rápidamente hacia
atrás el electrodo para apagar el arco.
¡NO inicie el arco raspando
como si fuera un cerillo!
6
5
“Tocar”
1 - 2
segundos
242 020-A
4
1
23
13.5 85

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 25
6-4. Modo de soldadura TIG - Proceso GTAW
! En el modo de soldadura TIG,
los bornes de soldadura se
energizan a través del control
remoto.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 6-1.
Gire el selector de modo a la posición TIG
como muestra la figura.
El amperaje predefinido aparece en la pan-
talla derecha.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el amperaje.
Para energizar la salida de soldadura
se requiere de un control remoto.
. Si el control remoto posee un ajuste de
amperaje, este ajuste funcionará como
un porcentaje del amperaje definido en
la máquina.
. Para lograr mejores resultados, raspe
suavemente el electrodo de tungsteno
en la pieza para iniciar el arco.
Para minimizar el rebote del arco al
final de la soldadura, mueva
rápidamente hacia atrás el electrodo
para apagar el arco.
242 020-A
4
1
23
85

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 26
SECCIÓN 7 − OPERACIÓN EN MODOS GMAW/FCAW
7-1. Conexión característica con alimentador de alambre con control remoto
para procesos GMAW/FCAW
264343-B
! Apague la alimentación antes
de hacer las conexiones.
1 Conector para control remoto
de 14 patillas
2 Conector positivo (+) de la salida
de soldadura
3 Conector negativo (-) de la salida
de soldadura
4 Cable de masa a la pieza
5 Pieza
6 Antorcha
7 Alimentador de alambre
8 Manguera de gas
9 Cilindro de gas
El empleo, o no, de gas de protección
depende del tipo de alambre.
. El diagrama ilustra la conexión DCEP
(polaridad inversa), adecuada para
todos los tipos de alambre excepto
los autoprotegidos para FCAW.
La mayoría de los alambres
autoprotegidos para FCAW requieren
una conexión DCEN (polaridad
directa).
3
4
5
6
7
8
9
1
2

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 27
7-2. Modo de soldadura MIG (procesos GMAW/FCAW)
! En el modo de soldadura MIG, los
bornes de soldadura se energizan
a través del control remoto.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 7-1.
Gire el selector de modo a la posición MIG
como muestra la figura.
El voltaje predefinido aparece en la pantalla
izquierda.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el voltaje.
. El voltaje predefinido se puede ajustar
de manera remota en el alimentador de
alambre, si éste cuenta con un control
de voltaje. Este control de voltaje
bloqueará el funcionamiento del
control de ajuste (perilla ADJUST)
del voltaje en la máquina.
Control del arco (inductancia)
Gire el control de arco para seleccionar
el valor deseado de la inductancia entre 0
y 100. Para rigidizar el arco y reducir
la fluidez del charco emplee valores de in-
ductancia bajos. Los ajustes de inductan-
cia altos suavizan el arco y aumentan la
fluidez del charco.
242 020-A
4
1
23
25.0

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 28
7-3. Conexión característica con alimentador de alambre con control remoto
para proceso GMAW-P
264347-B
! Apague la alimentación antes
de hacer las conexiones.
1 Optima - Dispositivo de pulsos
externo
2 Conector para control remoto
de 14 patillas
3 Conector positivo (+) de la salida
de soldadura
4 Conector negativo (-) de la salida
de soldadura
5 Cable de masa a la pieza
6 Pieza
7 Antorcha
8 Alimentador de alambre
9 Manguera de gas
10 Cilindro de gas
El empleo, o no, de gas de protección
depende del tipo de alambre.
. El diagrama ilustra la conexión DCEP
(polaridad inversa), adecuada para
todos los tipos de alambre excepto
los autoprotegidos para FCAW.
La mayoría de los alambres
autoprotegidos para FCAW requieren
una conexión DCEN (polaridad
directa). Los alambres con núcleo
fundente no se adaptan a un proceso
por pulsos. No hay programas por
pulsos disponibles para proceso
FCAW.
4
5
6
7
8
9
10
3
2
1

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 29
7-4. Modo de soldadura MIG pulsado (proceso GMAW-P)
! En el modo de soldadura MIG
pulsado, los bornes de soldadura
se energizan a través del control
remoto.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 7-3.
Gire el selector de modo a la posición
PULSED MIG como muestra la figura.
Las pantallas izquierda y derecha mostra-
rán PPP PPP.
Operación
Esta unidad requiere un dispositivo de pul-
sos externo, como el Optima, para realizar
soldaduras con MIG pulsado. Vea más in-
formación en el manual del usuario de Opti-
ma.
242 020-A
4
1
23
P P.P PPP

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 30
7-5. Conexión característica para procesos GMAW/FCAW con alimentador de
alambre con detección de voltaje
264348-B
! Apague la alimentación antes
de hacer las conexiones.
1 Conector positivo (+) de la salida
de soldadura
2 Conector negativo (-) de la salida
de soldadura
3 Cable de masa a la pieza
4 Pieza
5 Abrazadera de percepción de voltaje
6 Antorcha
7 Conector del gatillo de la antorcha
8 Alimentador de alambre
9 Manguera de gas
10 Cilindro de gas
El empleo, o no, de gas de protección
depende del tipo de alambre.
. El diagrama ilustra la conexión DCEP
(polaridad inversa), adecuada para
todos los tipos de alambre excepto
los autoprotegidos para FCAW.
La mayoría de los alambres
autoprotegidos para FCAW requieren
una conexión DCEN (polaridad directa).
2
3
9
10
8
7
5
6
4
1

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 31
7-6. Modo de soldadura con alimentador con detección de voltaje
(procesos GMAW/FCAW)
! Los bornes de soldadura están
siempre energizados en el modo
con alimentador con detección
de voltaje.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 7-5.
Gire el selector de modo a la posición
V-SENSE FEEDER como muestra la figura.
El valor mostrado en la pantalla izquierda
cambia entre el del voltaje de circuito abier-
to y el del voltaje predefinido.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el voltaje.
. El cambio de la pantalla entre uno
y otro valor se detiene
momentáneamente mientras se
modifica el valor del voltaje.
Control del arco (inductancia)
Gire el control de arco para seleccionar
el valor deseado de la inductancia entre
0 y 100. Para rigidizar el arco y reducir
la fluidez del charco emplee valores de in-
ductancia bajos. Los ajustes de inductan-
cia altos suavizan el arco y aumentan la
fluidez del charco.
242 020-A
4
1
23
25.0

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 32
SECCIÓN 8 − OPERACIÓN EN MODOS SMAW/CAC-A
8-1. Conexión característica para los procesos SMAW y CAC-A
264349-B
! Apague la alimentación antes de
hacer las conexiones.
1 Portaelectrodos (arco de carbón)
Para trabajar con el proceso CAC-A co-
necte una antorcha para corte con electro-
do de carbón en el conector de la salida de
soldadura positiva.
2 Portaelectrodos
3 Conector positivo (+) de la salida
de soldadura
4 Conector para control remoto
de 14 patillas
Conecte el control remoto deseado al co-
nector de 14 patillas REMOTE.
5 Tubería de aire comprimido
6 Conector negativo (-) de la salida
de soldadura
7 Pieza

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 33
8-2. Modo de soldadura CC (procesos SMAW y CAC-A)
! En el modo de soldadura CC, los
bornes de soldadura se energizan
a través del control remoto.
1 Selector de modo
2 Pantalla derecha
3 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 8-1.
Gire el selector de modo a la posición CC
como muestra la figura.
El amperaje predefinido aparece en la pan-
talla derecha cuando se enciende el indica-
dor de amperios (A).
Operación
El control de ajuste se utiliza para definir
el valor deseado para el amperaje.
Para energizar la salida de soldadura
se requiere de un control remoto.
. Si el control remoto posee un ajuste de
amperaje, este ajuste funcionará como
un porcentaje del amperaje definido
en la máquina. Si se selecciona
la configuración 3, el amperaje
predefinido en el control remoto
aparecerá en la pantalla del amperaje.
Vea la Sección 8-5 para obtener mayor
información acerca de la funcionalidad
de la configuración alternativa.
La función Adaptive Hot Start aumenta
automáticamente el amperaje de soldadu-
ra al comenzar una soldadura. Esto ayuda
a evitar que el electrodo se pegue durante
el inicio del arco.
. Para lograr los mejores resultados
al final de la soldadura, mueva
rápidamente hacia atrás el electrodo
para apagar el arco.
Control del arco (Fuerza del arco o pe-
netración)
Gira el control de arco para seleccionar
el valor deseado de penetración entre
0 y 100.
El control de penetración permite cambiar
las características del arco, suave o agre-
siva, de acuerdo a aplicaciones y electro-
dos específicos. Disminuya el ajuste de la
penetración para electrodos de desempe-
ño fluido, como los E7018, y auméntelo pa-
ra electrodos más penetrantes, como los
E6010.
. Emplee este modo para el corte
y ranurado por arco c/electrodo de
carbono y aire (CAC-A). Para lograr
los mejores resultados ajuste el control
de arco al valor máximo.
242 020-A
3
1
2
85

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 34
8-3. Modo de soldadura convencional con electrodos (procesos SMAW y CAC-A)
! Los bornes de soldadura están
siempre energizados en el modo de
soldadura con electrodo
convencional.
1 Selector de modo
2 Pantalla izquierda
3 Pantalla derecha
4 Control de ajuste
Configuración
Vea las conexiones características del sis-
tema en la sección 8-1.
Gire el selector de modo a la posición STI-
CK como muestra la figura.
El voltaje de circuito abierto aparece en
la pantalla izquierda y el amperaje predefi-
nido aparece en la pantalla derecha.
Operación
El control de ajuste se utiliza para definir
el valor deseado para el amperaje.
Un control remoto conectado en el conec-
tor de 14 patillas REMOTE, controlará un
porcentaje del amperaje predefinido por el
control V/A. Si se activa cualquiera de las
configuraciones 2 ó 3, el control remoto se-
rá ignorado y el amperaje se controlará úni-
camente desde el panel de control. Vea la
Sección 8-5 para obtener mayor informa-
ción acerca de las configuraciones alterna-
tivas.
La función Adaptive Hot Start aumenta
automáticamente el amperaje de soldadu-
ra al comenzar una soldadura. Esto ayuda
a evitar que el electrodo se pegue durante
el inicio del arco.
. Para lograr los mejores resultados
al final de la soldadura, mueva
rápidamente hacia atrás el electrodo
para apagar el arco.
Control del arco (Fuerza del arco o pe-
netración)
Gira el control de arco para seleccionar
el valor deseado de penetración entre
0 y 100.
El control de penetración permite cambiar
las características del arco, suave o agre-
siva, de acuerdo a aplicaciones y electro-
dos específicos. Disminuya el ajuste de la
penetración para electrodos de desempe-
ño fluido, como los E7018, y auméntelo pa-
ra electrodos más penetrantes, como los
E6010.
. Emplee este modo para el corte
y ranurado por arco c/electrodo de
carbono y aire (CAC-A). Para lograr
los mejores resultados ajuste el control
de arco al valor máximo.
4
1
23
84.5 85

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 35
8-4. Modos de soldadura con opción de voltaje de circuito abierto (OCV) reducido
Funcionamiento con OCV reducido
La unidad puede configurarse, de forma opcional, para funcionar con un voltaje de circuito abierto (OCV) reducido en modos de soldadura con
electrodo convencional y soldadura TIG con arranque por raspado. Si la unidad está configurada para funcionar con un OCV reducido, solo
habrá un bajo voltaje de percepción (aproximadamente 15 Vcc) entre el electrodo y la pieza antes de que el electrodo toque la pieza. Si necesita
información respecto a cómo configurar la unidad para soldar con un OCV bajo, consulte a un Agente del servicio autorizado de la fábrica.
8-5. Funciones de configuración alternativa
La configuración 1 es la predefinida de fábrica. El modo de sol-
dadura con electrodo convencional reconoce a un control re-
moto conectado en la salida predefinida en el panel; el modo
CC muestra el control predefinido en el panel en lugar del por-
centaje del control remoto.
La configuración 2 modifica la operación por control remoto de
los modos de soldadura convencional con electrodo. Cuando
se selecciona la configuración 2, el modo de soldadura conven-
cional con electrodo responde únicamente al control del panel,
lo cual significa que cualquier control remoto enchufado en el
conector REMOTE será ignorado y no tendrá efecto sobre
la salida. Cuando el modo de soldadura convencional por elec-
trodo se encuentra activo, aparecerá un punto decimal en la
pantalla del amperaje.
La configuración 3 modifica el funcionamiento de la pantalla
en el modo CC. Cuando se selecciona la configuración 3,
la pantalla del amperaje mostrará el porcentaje del amperaje
predefinido ajustado desde el control remoto de amperaje;
en este caso, el panel definirá el amperaje máximo. Cuando
el modo de soldadura CC está activado, aparecerá un punto
decimal en la pantalla del amperaje.
C 1
C 2
C 3
Hay 3 formas en las que puede ser configurado el control remoto para funcionar en este equipo. Para modificar la configuración de los medidores,
coloque el selector de proceso en el modo STICK y encienda y apague la salida de 3 a 5 veces en el lapso de unos pocos segundos; para ello
utilice el gatillo del alimentador o encienda y apague el interruptor de la salida en un control remoto. La pantalla del amperaje mostrará brevemente
cuál es el modo seleccionado antes de volver a la pantalla predefinida

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 36
SECCIÓN 9 − MANTENIMIENTO Y REPARACION DE
AVERIAS
9-1. Mantenimiento rutinario
! Disconecta la potencia
antes de dar servicio.
. Haga mantenimiento más ame-
nudo bajo condiciones duras
3 Meses
Reemplace el
cuerpo rajado de
la antorcha.
Repare o
reemplace
cables
rajados.
Reemplace
etiquetas no
legibles.
Repare o
reemplace cables y
cordones rajados.
6 Meses
Limpie el interior de la
máquina con una aspiradora o
aire comprimido.
Limpie los rodillos de
alimentación
! No quite la tapa para soplar
la unidad con aire com-
primido.
Para soplar la unidad con aire com-
primido, dirija el flujo del aire a
través de las ranuras delanteras y
traseras como se muestra.
9-2. Soplando con aire comprimido del interior de la unidad
Ref. 803879-D

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 37
9-3. Lecturas de ayuda del voltímetro/amperímetro
. Las direcciones indicadas son con refe-
rencia a la parte frontal de la unidad. Todos
los circuitos a los cuales nos referimos es-
tán ubicados dentro de la unidad.
Lectura Ayuda 1
Indica que hay mal funcionamiento en el circui-
to de potencia primario. Póngase en contacto
con un Agente de Servicio Autorizado de la Fá-
brica si esto aparece en la pantalla.
Lectura Ayuda 2
Indica que el circuito de protección térmico de
la unidad no funciona bien. Póngase en con-
tacto con un Agente de Servicio Autorizado de
la Fábrica si esto aparece en la pantalla.
Lectura Ayuda 3
Indica que la parte izquierda de la unidad se ha
sobrecalentado. Esta unidad se ha apagado
para permitir que el ventilador la enfrié (véase
Sección 4-7). La operación se resumirá cuan-
do la unidad se haya enfriado.
Lectura Ayuda 5
Indica que el voltaje de entrada es demasiado
bajo y la unidad se ha apagado automática-
mente. La operación continuará cuando el vol-
taje está dentro del límite de gama más bajo,
aceptable (15% bajo del voltaje de entrada apli-
cable). Haga que un electricista chequee el
voltaje de entrada si ve esta lectura.
Lectura Ayuda 6
Indica operación a corriente máxima de entra-
da. La unidad tiene un límite máximo permitido
de corriente de entrada. Mientras el voltaje de
línea disminuye, la corriente requerida de en-
trada aumenta. Si el voltaje de línea está dema-
siado bajo, la potencia de salida está limitada
por la corriente de entrada. Cuando se ha lle-
gado a este límite, la unidad automáticamente
reduce la potencia de salida para continuar la
operación. Si esta pantalla aparece, haga que
un electricista diplomado verifique el voltaje de
entrada.
Lectura Ayuda 8
Indica que el circuito de potencia secundario
de la unidad no está funcionando bien. Pónga-
se en contacto con un Agente de Servicio Au-
torizado de la Fábrica si esto aparece en la
pantalla.
Lectura Ayuda 25
Indica que se ha excedido el límite del ciclo de
trabajo (vea la sección 3-5). La unidad se debe
dejar encendida para que el ventilador funcio-
ne y la enfríe. Podrá utilizar nuevamente la má-
quina cuando se haya enfriado.
HELP
1
2
3
5
6
8
HELP
HELP
HELP
HELP
HELP
25
HELP

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 38
9-4. Reparacion de averias
Dificultad Solución
No hay salida de soldadura; la unidad
está completamente sin operar.
Ponga el interruptor de conexión de unidad en la posición prendida (véase Sección 4-8).
Chequee y reemplace los fusibles de la línea de entrada, si fuera necesario, o rearme el bréiquer
(véase Sección 4-8).
Chequee que las conexiones de entrada de fuerza sean las correctas (véase Sección 4-8).
No hay salida de soldadura; la pantalla
del medidor está On (encendida).
El voltaje de entrada está fuera de la gama aceptable de variación (véase Seccións 4-7 y 4-8).
Chequee repare, y reemplace el control remoto.
La unidad se ha sobrecalentado. Permita que la unidad se enfríe con el ventilador prendido (véase
Sección 3-5).
Salida de soldadura errática o
inadecuada.
Use el tamaño y tipo de cable de soldadura apropiado (véase Sección 4-2).
Limpie y ajuste todas las conexiones de soldadura.
Verifique que tenga la polaridad correcta.
No hay salida de 115 Vca en la toma
de corriente doble.
Rearme el interruptor complementario CB1 (vea la sección 4-5).
No hay salida de 24 voltios en el re-
ceptáculo remoto de 14.
Rearme el protector suplementario CB2 (véase Sección 4-5).
Notas

. Puede encontrar una lista completa de piezas en nuestro sitio web www.MillerWelds.com
OM-2254 Página 39
Notas

OM-2254 Página 40
SECCIÓN 10 − DIAGRAMAS ELECTRICOS
Ilustración 10-1. Diagrama de circuito

OM-2254 Página 41
271 739-A

Notas

Notas

Notas

Efectivo 1 enero, 2018
(Equipo equipo con el número de serie que comienza con las letras “MJ” o más nuevo)
Esta garantía limitada reemplaza a todas las garantías previas de Miller y no es exclusiva con otras garantías ya sea expresadas o supuestas.
GARANTÍA LIMITADA − Sujeta a los términos y condiciones de abajo,
la compañía MILLER Mfg. LLC, Appleton, Wisconsin, garantiza al
primer comprador al por menor que el equipo de MILLER nuevo
vendido, después de la fecha efectiva de esta garantía está libre de
defectos en material y mano de obra al momento que fue embarcado
desde MILLER. ESTA GARANTÍA EXPRESAMENTE TOMA EL
LUGAR DE CUALQUIERA OTRA GARANTÍA EXPRESADA O
IMPLICADA, INCLUYENDO GARANTÍAS DE MERCANTABILIDAD,
Y CONVENIENCIA.
Dentro de los periodos de garantía que aparecen abajo, MILLER
reparará o reemplazará cualquier pieza o componente garantizado
que fallen debido a tales defectos en material o mano de obra.
MILLER debe de ser notificado por escrito dentro de 30 días de que
este defecto o fallo aparezca, en ese momento MILLER dará
instrucciones sobre el procedimiento para hacer el reclamo de
garantía que se debe seguir. Si la notificación se envía como una
reclamación por garantía en línea, dicha reclamación debe incluir una
descripción detallada de la fallo y los pasos seguidos para identificar
los componentes defectuosos y la causa de su fallo.
MILLER aceptará los reclamos de garantía en equipo garantizado que
aparece abajo en el evento que tal fallo esté dentro del periodo de
garantía. El período de garantía comienza la fecha que el equipo ha
sido entregado al comprador al por menor, o no exceder doce meses
después de mandar el equipo a un distribuidor en América del Norte o
dieciocho meses después de mandar el equipo a un distribuidor
internacional.
1. 5 años para piezas — 3 años para mano de obra
* Los rectificadores de potencia principales originales solo
incluyen los SCR, diodos y los módulos rectificadores
discretos
2. 3 años — Piezas y mano de obra
* Lentes para caretas fotosensibles (excepto serie Classic) (no
cubre mano de obra)
* Grupos soldadora/generador impulsado por motor de
combustión interna
(NOTA: los motores son garantizados separadamente por
el fabricante del motor.)
* Máquinas de soldar con inversor
* Máquinas para corte por plasma
* Controladores de proceso
* Alimentadores de alambre automáticos y semiautomáticos
* Máquinas de soldar con transformador/rectificador
3. 2 años — Piezas y mano de obra
* Lentes para caretas fotosensibles − Solo serie Classic (no
cubre mano de obra)
* Máscaras para soldar de oscurecimiento automático (no
cubre mano de obra
)
* Extractores de humo − Capture 5 Filtair 400 y extractores de
las series industriales
4. 1 año — Piezas y mano de obra excepto que se especifique
* Sistemas de soldadura AugmentedArc y LiveArc
* Dispositivos automáticos de movimiento
* Pistolas soldadoras MIG Bernard BTB de enfriamiento por
aire (sin mano de obra)
* Unidades sopladoras CoolBelt y CoolBand (no cubre mano
de obra)
* Sistema de secado de aire
* Equipos externos de monitorización y sensores
* Opciones de campo
(NOTA: las opciones de campo [para montaje in situ]
están cubiertas por el tiempo restante de la garantía del
producto en el que están instaladas o por un mínimo
de un año — el que sea mayor.)
* Pedales de control RFCS (excepto RFCS-RJ45)
* Extractores de humo − Filtair 130 y series MWX y SWX
* Unidades de alta frecuencia
* Antorchas para corte por plasma ICE/XT (no cubre mano de
obra)
* Máquinas para calentamiento por inducción, refrigeradores
(NOTA: los registradores digitales están garantizados
separadamente por el fabricante.)
* Bancos de carga
* Antorchas motorizadas (excepto las portacarrete Spoolmate)
* Unidad sopladora PAPR (no cubre mano de obra)
* Posicionadores y controladores
* Racks
* Tren rodante/remolques
* Soldaduras por puntos
* Conjuntos alimentadores de alambre para sistemas Subarc
* Antorchas Tregaskiss (no cubre mano de obra)
* Antorchas TIG (no cubre mano de obra)
* Sistemas de enfriamiento por agua
* Controles remotos inalámbricos de mano/pie y receptores
* Estaciones de trabajo/Mesas de soldadura (no cubre mano
de obra)
5. Garantía de 6 meses para piezas
* Baterías
6. Garantía de 90 días para piezas
* Juegos de accesorios
* Cubiertas de lona
* Bobinas y mantas para calentamiento por inducción,
cables y controles no electrónicos
* Antorchas M
* Pistolas soldadoras MIG, sopletes de arco sumergido
(SAW) y cabezales externos para soldadura por
recubrimiento
* Controles remotos y control de pie RFCS−RJ45
* Piezas de repuesto (no cubre mano de obra)
* Antorchas portacarrete Spoolmate
La garantía limitada True Blue de Miller no tiene validez para los
siguientes elementos:
1. Componentes consumibles como: puntas de contacto,
toberas de corte, contactores, escobillas, relés, tapa de las
mesas de trabajo y cortinas de soldador, o piezas que fallen
debido al desgaste normal. (Excepción: las escobillas y
relés están cubiertos en todos los equipos impulsados por
motor de combustión interna.)
2. Artículos entregados por MILLER pero fabricados por otros,
como motores u otros accesorios. Estos artículos están cubiertos
por la garantía del fabricante, si alguna existe.
3. Equipo que ha sido modificado por cualquier persona que no sea
MILLER o equipo que ha sido instalado inapropiadamente, mal
usado u operado inapropiadamente basado en los estándares
de la industria, o equipo que no ha tenido mantenimiento
razonable y necesario, o equipo que ha sido usado para una
operación fuera de las especificaciones del equipo.
LOS PRODUCTOS MILLER ESTÁN DISEÑADOS PARA USUARIOS
INDUSTRIALES Y COMERCIALES CAPACITADOS CON
EXPERIENCIA EN EL USO Y EL MANTENIMIENTO DE EQUIPOS DE
SOLDADURA.
Las medidas correctivas exclusivas para los reclamos de garantía son,
a elección de Miller, alguna de las siguientes: (1) reparación; o (2)
reemplazo; o bien con aprobación por escrito de Miller, (3) el costo
preaprobado de reparación o reemplazo en una estación de servicio
autorizada de Miller; o (4) el pago del precio de compra o el crédito
correspondiente (menos una desvalorización razonable por uso). No
se pueden devolver productos sin la aprobación por escrito de Miller.
El envío de devolución corre por cuenta y riesgo del cliente.
Las medidas correctivas anteriores son libres a bordo de Appleton, WI
o el establecimiento de servicio autorizado de Miller. El transporte y el
flete son responsabilidad del cliente. EN EL GRADO EN QUE LA LEY
LO PERMITA, LAS MEDIDAS CORRECTIVAS PROPORCIONADAS
AQUÍ SON LAS MEDIDAS ÚNICAS Y EXCLUSIVAS,
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. EN NINGÚN
CASO, MILLER SERÁ RESPONSABLE DE NINGÚN DAÑO
DIRECTO, INDIRECTO, ESPECIAL, INCIDENTAL O DERIVADO
(INCLUIDA LA PÉRDIDA DE BENEFICIOS),
INDEPENDIENTEMENTE DE LA TEORÍA JURÍDICA. MILLER
EXCLUYE Y RENUNCIA A TODA GARANTÍA QUE NO SE INCLUYA
AQUÍ Y A TODA GARANTÍA IMPLÍCITA, AVAL O
REPRESENTACIÓN, INCLUIDA TODA GARANTÍA IMPLÍCITA DE
COMERCIABILIDAD O ADECUACIÓN PARA UN FIN
DETERMINADO.
Algunos estados en Estados Unidos, no permiten imitaciones en cuan
largo una garantía implicada dure, o la exclusión de daños
incidentales, indirectos, especiales o consecuentes, de manera que la
limitación de arriba o exclusión, es posible que no aplique a usted.
Esta garantía da derechos legales específicos, y otros derechos
pueden estar disponibles, pero varían de estado a estado.
En Canadá, la legislación de algunas provincias permite que hayan
ciertas garantías adicionales o remedios que no han sido indicados
aquí y al punto de no poder ser descartados, es posible que las
limitaciones y exclusiones que aparecen arriba, no apliquen. Esta
garantía limitada da derechos legales específicos pero otros derechos
pueden estar disponibles y estos pueden variar de provincia a
provincia.
El original de esta garantía fue redactado en términos legales
ingleses. Ante cualesquiera quejas o desacuerdos, prevalecerá el
significado de las palabras en inglés.
¿Preguntas sobre la
garantía?
Llame
1-800-4-A-MILLER
para encontrar su
distribuidor local de
Miller (EE.UU. y
Canada solamente)
miller
_
warr
_
spa 2018−01

TRADUCCIÓN DE LAS INSTRUCCIONES ORIGINALES − IMPRESO EN EE.UU. 2018 Miller Electric Mfg. LLC 2018−01
Miller Electric Mfg. LLC
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Para direcciones internacionales visite
www.MillerWelds.com
Nombre de modelo Número de serie/estilo
Fecha de compra (Fecha en que el equipo fue entregado al cliente original.)
Distribuidor
Dirección
Ciudad
Estado/País Código postal
Por favor complete y conserve con sus archivos.
Siempre dé el nombre de modelo y número de serie/estilo
Comuníquese con su Distribuidor para: Equipo y Consumibles de Soldar
Opciones y Accesorios
Equipo Personal de Seguridad
Servicio y Reparación
Piezas de Repuesto
Entrenamiento (Seminarios, Videos, Libros)
Manuales Técnicos
(Información de Servicio y Partes)
Diagramas de Circuito
Libros de Procesos de Soldar
Para localizar al Distribuidor más cercano llame a
1-800-4-A-MILLER (EE.UU. y Canada solamente)
o visite nuestro sitio web en internet
www.MillerWelds.com
Comuníquese con su transportista para:
Para el servicio
Registro del Propietario
Poner una queja por pérdida o daño
durante el embarque.
Para recibir ayuda sobre como rellenar o realizar una
reclamación, contacte con su distribuidor y/o el
departamento de transporte del fabricante del equipo.
Póngase en contacto con un Distribuidor o una Agencia del Servicio
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
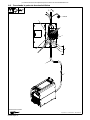 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller MJ254161U El manual del propietario
- Categoría
- Sistema de soldadura
- Tipo
- El manual del propietario
- Este manual también es adecuado para
Artículos relacionados
-
Miller MH424139U El manual del propietario
-
Miller MF254023U El manual del propietario
-
-
-
-
-
-
-
Miller XMT 350 MPA AUTO-LINE El manual del propietario